Врућа ваљана резалицаје важна производна опрема која се широко користи у индустрији прераде метала. Његова главна функција је да се исече шире топло ваљане металне завојнице у више трака потребне ширине дуж смера дужине. Ове траке се обично користе у наредним ваљани, празнинама, хладним савијањем и утискивањем и постају основни материјали за различите индустријске производе. Овај чланак ће увести проток рада, техничке параметре, заједничке проблеме са радом и решења вруће ваљане подјела у детаље. Ако требате да стекнете више параметара или видео информација, добродошли да се повјерите са краљевским челичним шпиљачем!

Вруће ваљане плоче су челичне плоче или траке које се ваљају након грејања. Његове главне предности укључују:
Висока жилавост: Вруће ваљане плоче обрађују се на високим температурама, што може да елиминише неки унутрашњи стрес и побољшају жилавост материјала.
Економичност: у поређењу са хладним ваљаним плочама, топло ваљане плоче имају ниже трошкове производње и погодне су за велику производњу.
Висока ефикасност производње: Вруће ваљане сљедеће машине могу брзо и ефикасно пререзати велике завојнице у потребну ширину да би се прилагодили променама на тржишту.
Због ових карактеристика, вруће ваљане плоче широко се користе у грађевинама, производњи тешких машина и другим пољима.
|
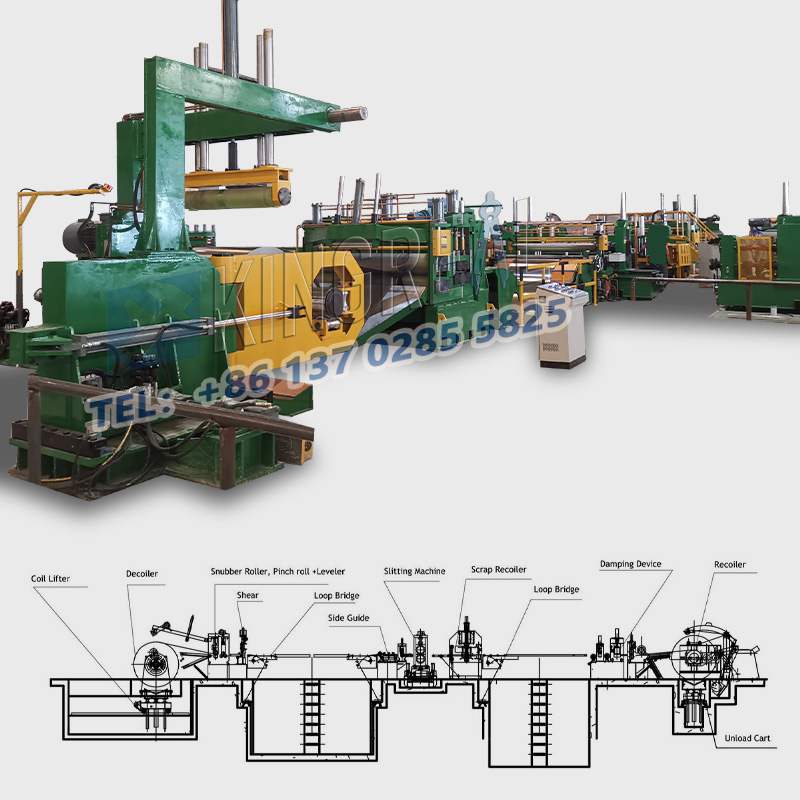
Утоваривање заВрућа ваљана резалица: Оператор храни вруће ваљане завојнице у Мандрел за децоилер. Одрећивање за вруће ваљане сљедеће машине: Делоилер се одмота главну завојницу и храни челик у главу Средње. Средство за топлу ваљану линију сљедећих линија: На слиткој глави челик је пререзан у више уских трака ротирајућем сечивом. Инспекција за вруће ваљане сљедеће машине: Оператор прегледава сваку тему како би се осигурало да ширина спецификације и ивица испуњава захтеве. Олакшање стреса за врућу ваљану линију сљедећих линија: Стандови пролазе кроз прстене јаме како би се уклонило стрес материјала након резања и осигурало да се премотају без савијања. Плочавање и паковање: пакет и паковање Сваки прамен према захтевима купца. |
 |
Модел
Модел 1
Модел 2
Модел 3
Модел 4
Оригинална завојница
Топло ваљана плоча
Топло ваљана плоча
Топло ваљана плоча
Топло ваљана плоча
Дебљина материјала
0,8 мм-6.0мм
0,8 мм-6,0 мм
2.0 мм-12.0мм
3,0 мм-16.0мм
Ширина материјала
1600мм (мак)
1800мм (мак)
2000мм (мак)
2200мм (мак)
Тежина завојнице
30тон (мак)
30тон (мак)
30тон (мак)
30тон (мак)
Тачност ширине
± 0,15 мм
± 0,15 мм
± 0,2 мм
± 0,3 мм
Брзина јединице
120м / мин (мак)
120м / мин (мак)
80м / мин (мак)
60м / мин (мак)
|
① Вруће ваљане алат за клизање са капацитетом високог ефикасности Значајна карактеристикаВруће ваљане алат за клизањејесте да то истовремено може пререзати до 40 уских трака. Ова функција увелике испуњава потребе купаца за велику производњу. Убрзањем индустријализације, потражња за металним тракама за металне траке расте, посебно у индустријама као што су изградња, производња аутомобила и кућних уређаја. Високи капацитет топле ваљане линије омогућава произвођачима да у кратком времену пружају велики број квалификованих производа, на тај начин побољшавају ефикасност производње и смањење јединичних трошкова. |
 |
|
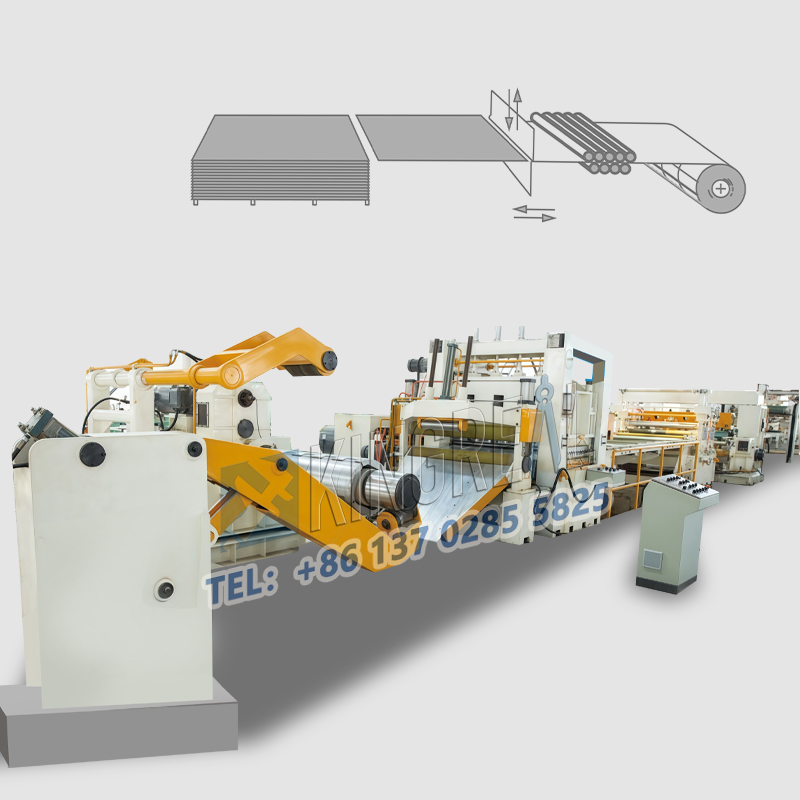
Омогутово аутоматизовано вруће ваљане сединг машине Врућа ваљана редиклитачка линија усваја потпуно аутоматизовани дизајн и опремљена је напредном системом управљања ради постизања велике брзине. Максимална брзина производње може достићи 120 м / мин, што значи да се више материјала може прерадити по јединици времена, додатно побољшање ефикасности производње. Потпуно аутоматизовани дизајн не само да смањује потребу за ручном интервенцијом, већ и смањује могућност давања људских радњи и побољшава конзистентност и квалитет производа. Аутоматско управљачки систем Вруће ваљане линије може да надгледа производњу у реалном времену и прилагођава параметре на време да задовољи потребе различитих материјала и дебљине. |
 |
|
≥Кустомизовано вруће ваљане алат за клизање Да би се боље задовољило потребама купаца, наличивање краљевског челичног шпиљас прилагођена врућа решења за подводне решења. Према цртежима које пружају купци и стварне производне потребе, кингреал челични шлеп у стању је да дизајнира различита решења за производњу матричних машина за вруће ваљане алат да би осигурала ефикасност и глаткоћа производног процеса за купце. Кингреал Стеел Слиттер Хот Роллед Слиинг Машине су подељене у три главне врсте како би се прилагодили завојницама различитих дебљина: Машина за клизање светла: Специјализована за обраду завојнице дебљином од 0,2 мм до 3 мм. Средње манирање Средња машина: Погодно за завојнице дебљине 3 мм до 6 мм. Средња машина за тешки мерач: Способан за обраду завојнице дебљином од 6 мм до 16 мм. |
 |
ТхеВрућа ваљана резалицаМоже да произведе бочно савијање током релеаса. Може бити проузроковано следећим разлозима:
1. Савијање сировина:
Стрес челичне плоче није у потпуности елиминисан током процеса ваљања. Након уздужног скерирања, стрес се ослобађа и плоча је савијена. Када се стрес на средини плоче пуштен на обе стране, плоча се савија према споља; Када се стрес на обе стране плоче пуштен на средину, плоча се савија у средини.
2 Савијање услед бура:
Бурри су већи због неправилног подешавања јаза сечива током уздужног шкљосања. Када се котрљате, бурри на ивици су еквивалентни већу дебљину плоче, што изазива ивицу да се истегне и савија.
3. Савијање услед неравномерних празнина између горње и доњег сечива:
Када су леви и десни празнине већи, увлачење дијела за шишање је такође већа, а страна са мањим јазом од леве и десне празнине има веће истезање, па се савија.
4. Савијање узроковано неравномерном напетошћу:
Када се котрљају, иста напетост треба нанети на целокупну ширину челичне плоче. Ако је напетост концентрисана на једној страни, настаће савијање.
5. Савијање узроковано брзом кретањем уређаја за корекцију одступања:
Током обраде, ако је брзина корекције одступања пребрза, страна у контакту са корекцијом девијације биће делимично продужавана и савијена.
Ако је лист савијени након уздужног скерирања, то ће озбиљно утицати на квалитет лима, тако да мора бити елиминисан. Треба посветити пажњу разлозима као што су котрљање лима, прилагођавање опреме и метода рада.