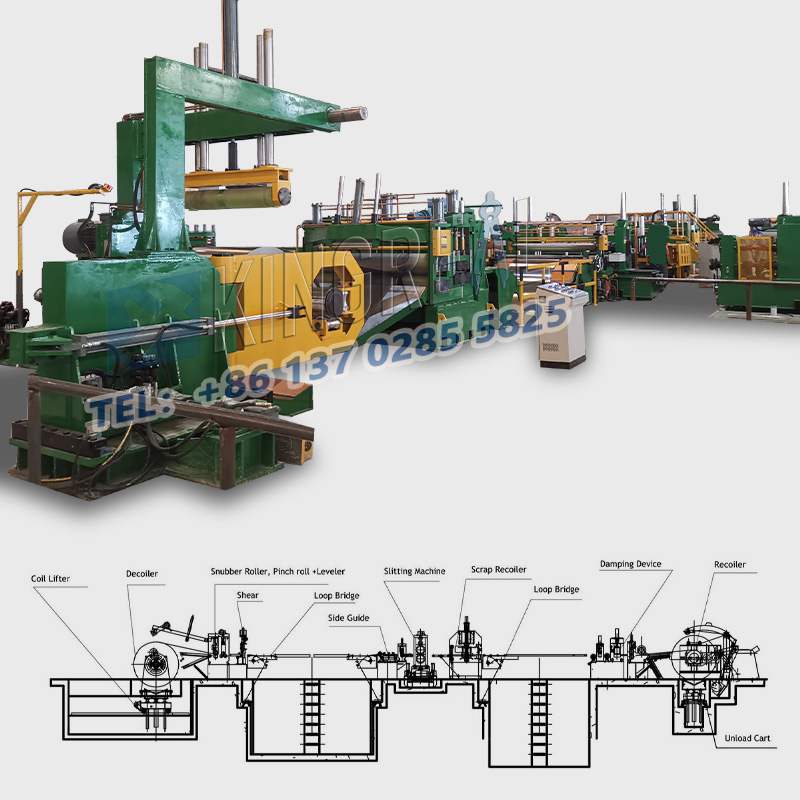
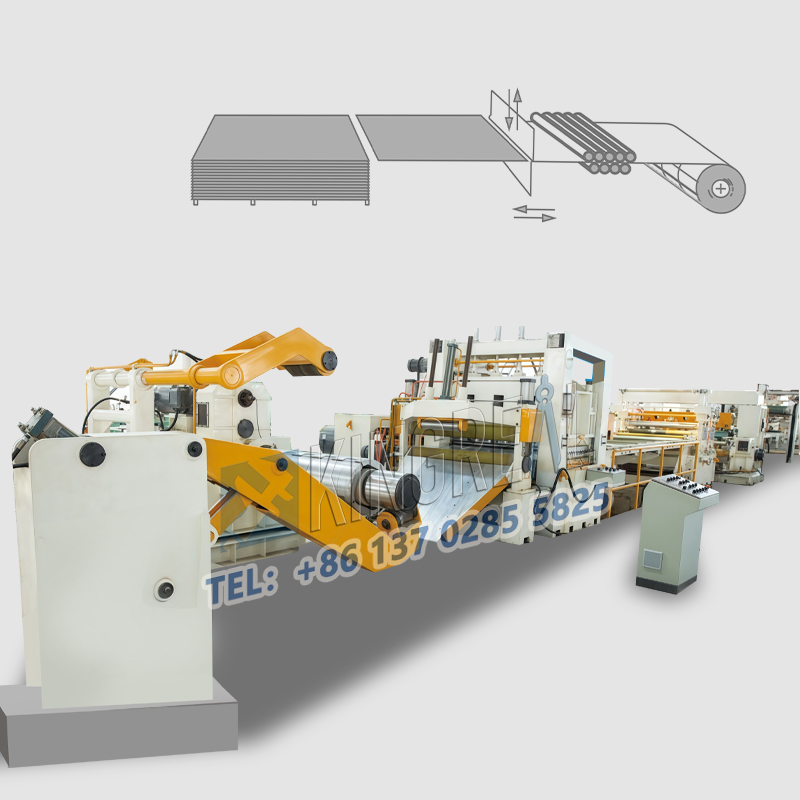
Од нехрђајућег челика исечен до дужине дужинеШироко се користе у индустрији метала за прецизно шишање различитих металних завојница, укључујући челик, нехрђајући челик, алуминијум, гвожђе, хладно ваљано, топло ваљано и ппги.
Упркос њиховим одличним перформансама у производњи, исечена челика исечене машине за дужину и даље могу да доживе одступање сечења током рада.
Овај чланак ће се умањити у решавање проблема са одступањем сечења у нехрђајућем челику исечене линије из три перспективе: механичка структура, контролни програм и параметри и компатибилност са материјалом и материјалом и процесним компатибилношћу.

(1) ношење компонената погона
Уод нехрђајућег челика исечене машине за дужину, Ношење компоненти погона је чест узрок одступања одступања.
Гредњаци, зупчаници и друге компоненте погона који су дуже време у раду могу да се истроше, што резултира смањеном тачношћу храњења и, према томе, угрожене димензије сечења.
Симптоми од нехрђајућег челика исечене за неуспех дужине: на пример, у фабрици аутомобила, погонски зупчаници од нехрђајућег челика исечене машине за дужину доживели су 30% хабања. Када континуирано сече челичне плоче дебљине 5 мм, флуктуација димензија достигла је 0,3 мм, прелазила је прихватљиви распон ± 0.2 мм.
Решење: Да бисте решили овај проблем, препоручује се редовна инспекција компоненти погона. Ако трошење зуба зупчаника прелази 15% или ланчани продужење прелази 2%, треба их одмах заменити.
Истовремено, однос преноса треба да се калибрише за обнављање преноса механичког преноса. Ова мера може значајно да побољша стабилност и тачност сечења.
(2) Железничка креста за железничку железницу
Повећано одобрење између алата и Водичке пруге такође је значајан фактор који доприноси одступању сечења. Временом, железничка пруга кућишта алата обухвата због продуженог кретања узајамности, а ово одобрење може повећати, а који утичу на стабилност алата.
Симптоми нехрђајућег челика пресечени за неуспех дужине: у нормалним околностима, одобрење између алата и водилице треба да буде мањи од 0,05 мм. Прекомерно чишћење може проузроковати да се узгој алата да ће током сечења ући, што је резултирало флуктуацијама у сеченој величини лима.
Решење: Користите мерач за провјеру да бисте проверили одобрење. Ако пређе стандардну вредност, подесите Водич за железнички уметак или замените оштећене клизаче. Фабрика хардвера смањила је одступање сечења од 0,25 мм на 0,08 мм након овог прилагођавања, показујући ефикасност овог прилагођавања.
(1) Грешке програма програма
Уод нехрђајућег челика исечене машине за дужинуОперације, програма ПЛЦ програма Грешке у логици су такође чест узрок сечења одступања. Поремећено време упутстава за храну и сечење у програму може покренути сечење пре него што је материјал у потпуности хран, што резултира подцјењивањем.
Манифестације од нехрђајућег челика исечене за неуспех линија: на пример, у неким случајевима сечење започиње пре него што је материјал у потпуности хран, који директно утиче на тачност сечења.
Решење: Препоручује се употреба дијагностике програма за надгледање И / О статуса Поинт и реорганизовао логику "Цут-Цут". Поред тога, додајте упутства за верификацију одлагања да бисте осигурали тачност секвенце акције. Ова оптимизација ће значајно побољшати радну стабилност од нехрђајућег челика исеченог машине за дужину.
(2) Нетачна подешавања параметара
Нетачна подешавања параметара такође су значајан фактор који утиче на тачност сечења од нехрђајућег челика исећи до дужине дужине. Неправилни параметри дужине хране или неусклађене брзине сечења и хране могу довести до кумулативних одступања.
Симптоми од нехрђајућег челика исечене за неуспех машине: На пример, ако је дужина хране постављена на 100 мм, али стварна дужина хране је 99,5 мм, дугорочно ће резултирати значајном димензионалном одступањем.
Решење: Рецибрирајте број пулса у храни (број импулса по милиметрији) и подесите брзину сечења на основу дебљине и материјала плоче. За дебеле плоче препоручује се постављање брзине сечења на не више од 30 пута / минуту, док за танке плоче може достићи 60 пута / минуту.
Након исправљања параметара, постројење за прераду нехрђајућег челика је постигло кумулативно одступање мање од 0,1 мм за плочу дугих од 10 метара, што показује важност корекције параметра.
(1) Стрес неравномерних плоча
Приликом сечења плоча од нехрђајућег челика, неуједначен стрес може проузроковати повратак након сечења, утицало на коначну димензиониску стабилност.
Симптоми од нехрђајућег челика исечене за неуспех линија: На пример, брзина пролећне котрљане плоче може бити висока као 1-2%, што може проузроковати димензионалну скупљање након сечења.
Решење: Препоручује се извршавање стреса на лима, као што је изравнавање или старење, или да надокнади пролећне вреднове у програму (постављање вредности компензације од 0,1-0,3мм, у зависности од материјала). Након надокнаде, хладно ваљани лим је постигао одступање димензија сечења од ≤0,1 мм, осигуравајући тачност сечења.
(2) Флуктуација нанета за животиње
Стабилност напетости на тензи директно утиче на тачност сечења. Ако је напетост ваљка за напајање нестабилна, лима може клизнути или бојати током храњења, што резултира неконтролисаним димензијама сечења.
Симптоми од нехрђајућег челика исечене за неуспех линија: Неуспјех напетости може довести до неуједначеног храњења, што заузврат утиче на квалитет сечења.
Решење: Препоручује се прегледавање система контроле напетости. Пнеуматски затезачи захтевају замјену бртве, док хидраулични затезачи захтевају калибрацију сензора притиска. Након подешавања, челична тракалица смањила је флуктуацију напетости од ± 5% до ± 1%, ефективно побољшање тачности сечења.
 |
 |
 |
У операцијиод нехрђајућег челика исечене машине за дужину, одступање сечења често је узроковано комбинацијом фактора. Свеобухватна истрага која се фокусира на механичку структуру, контролне програме и параметре и компатибилност материјала и процеса могу ефикасно идентификовати проблеме и спровести циљане поправке.
Редовно одржавањем преносних компоненти, оптимизације програма логике, прецизно прилагођавајући параметре и прилагођавање материјалима, произвођачи могу да умањију одступања за резање и испуњавају строге прецизне захтеве за сечењем и хардвера.
Само континуирано унапређењу сваког аспекта нерђајућег челика исечен до дужине дужине, може остати победити на жестоко такмичарском тржишту.
Надамо се да ће анализа и предлози у овом чланку пружити ефикасне стратегије и решења за решавање проблема за сродне индустрије.