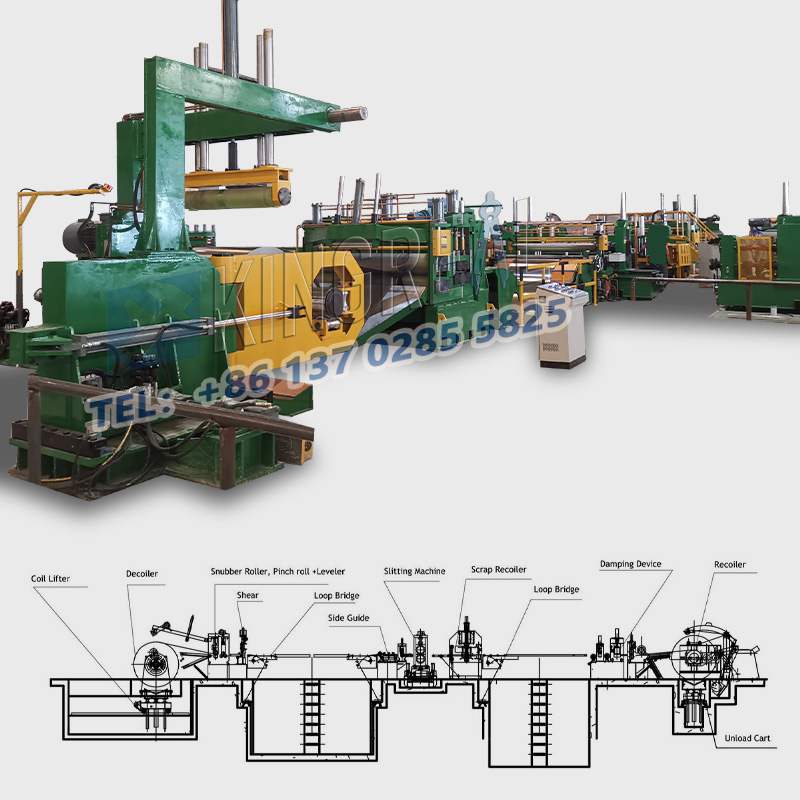
Прецизност опреме игра кључну улогу у процесу производњемашине за сечење лима по дужини.
Овај чланак ће се бавити различитим аспектима линија сечења лимова на дужину, укључујући тачност механичке структуре, тачност система електричне контроле, квалитет и одржавање алата, руковање и позиционирање лименог материјала и оптимизацију параметара процеса, у потпуности откривајући тајне квалитета машине за сечење лима на дужину.

(1) Прецизност механичке структуре за машину за сечење лима
Механичка структура алим резан на линију дужинеје његова основа, а тачност производње сваке компоненте значајно утиче на њене укупне перформансе.
На пример, ако се током обраде значајно одступи равност водилица, материјал лима ће се померити током транспорта, што резултира нетачним димензијама реза.
Штавише, тачност нагиба водећег завртња је подједнако критична, директно одређујући тачност додавања материјала. Грешке у нагибу могу узроковати одступања у дужини реза, утичући на квалитет финалног производа.
За дебље или чвршће лимове, међутим, превисоке брзине смицања могу савијати лим и повећати хабање алата. На пример, брзина смицања се може подесити на 30-50 потеза у минути за обраду обичних челичних лимова дебљине 1 мм; за челичне лимове високе чврстоће дебљине 5 мм, брзину смицања треба смањити на 10-20 удараца у минути.
(2) Тачност система електричне контроле за машину за сечење лимова по дужини
Електрични управљачки систем линије резаног лима регулише радне параметре опреме. Његова тачност директно утиче на брзину помака алата и положај сечења.
Прецизна контрола серво мотора је веома важна током обраде делова аутомобила, посебно челичних плоча високе чврстоће. Гарантује конзистентност димензија компоненти и задовољава стандарде за монтажу аутомобила тако што осигурава да свака грешка локације смицања остане у веома уском опсегу.
Штавише, важна је брзина одзива контролног система. Брз и прецизан одговор омогућава благовремено прилагођавање радних услова машине за сечење лимова по дужини, избегавајући проблеме са квалитетом узроковане кашњењима.
(1) Избор материјала алата за машину за сечење лима
Улим резан по дужини линија, избор материјала алата мора бити заснован на карактеристикама плоче која се обрађује.
Алати од брзорезног челика су прикладни за уобичајене плоче од меког челика јер пружају одличне перформансе сечења и приступачну цену. Али карбидни алати су потребни за обраду чвршћих плоча као што су нерђајући челик и легирани челик.
Њихова велика тврдоћа и отпорност на хабање заиста продужавају век алата и гарантују квалитет сечења.
Обрада плоча од легуре титанијума у ваздухопловном сектору захтева још строжији материјал алата, што захтева употребу специфичних ултратврдих материјала алата да би издржали високу чврстоћу и жилавост легуре.
(2) Припрема ивице алата за машину за сечење лима
Оштре и храпаве ивице алата у великој мери утичу на квалитет резане површине. Оштре и глатке ивице фино брушених резних алата помажу да се минимизирају неравнине и цепања при резању лима.
Висококвалитетни инструменти за сечење, на пример за обраду алуминијумског лима за архитектонску декорацију, гарантују глатку, равномерну површину на смицање, чиме се смањује потреба за накнадним брушењем и побољшава изглед производа и ефикасност производње.
Штавише, геометрија ивице резног алата мора бити подешена у складу са дебљином лима и материјалом како би се гарантовала равномерна расподела силе смицања и тиме спречила концентрација напона која може изазвати деформацију лима.
(3) Одржавање и замена алата за машину за сечење лима
Редовно одржавање и нега алата, као што су чишћење и подмазивање, могу ефикасно спречити рђу и повећано хабање.
Праћење хабања алата и брза замена јако истрошених алата је од кључног значаја за обезбеђивање континуираног и стабилног рада линије резаног лима по дужини. Генерално, замену алата треба размотрити када хабање резних ивица достигне одређени ниво (нпр. 0,2 мм-0,5 мм, у зависности од материјала алата и лима који се обрађује).
Континуирана употреба прекомерно истрошеног алата може значајно да смањи квалитет резања лимова, што доводи до одступања у димензијама и повећаних неравнина.
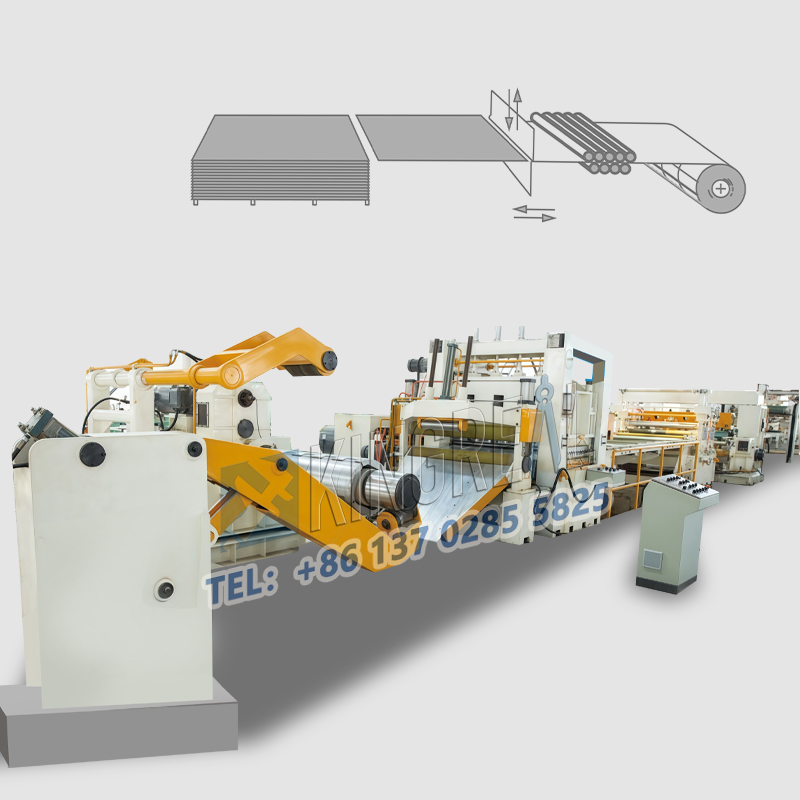
(1) Стабилност система за храњење за лим резан на линију дужине
Стабилан систем увлачења је неопходан за обезбеђивање уједначеног и тачног увлачења листова умашина за сечење лима по дужини.
Храпавост површине и заобљеност ваљака за увлачење може утицати на глатки транспорт листова. Лист ће вибрирати током транспорта ако су ваљци за увлачење груби или нису довољно округли, што ће узроковати варијације димензија смицања.
Штавише, важна је стабилност обртног момента погонског мотора; варијације у обртном моменту могу изазвати неправилне брзине помака.
На пример, потребан је веома стабилан систем за довод приликом обраде поцинкованих челичних лимова за кућишта уређаја да би се гарантовале константне димензије смицања и тако сачувала прецизност монтаже.
(2) Тачност уређаја за позиционирање за лим који сече на линију дужине
Прецизан уређај за позиционирање осигурава да је лист правилно постављен пре сечења. Прецизност уређаја за позиционирање треба да се подеси у складу са захтевима за прецизност обраде листа, генерално достижући ±0,1 мм до ±0,5 мм.
Уобичајене методе позиционирања укључују механичко позиционирање и фотоелектрично позиционирање. Механичко позиционирање нуди једноставнију структуру, али релативно ниску тачност, док фотоелектрично позиционирање нуди већу тачност и веће брзине одзива.
Приликом обраде листова за компоненте прецизних инструмената, фотоелектрични уређаји за позиционирање се често користе како би се ефикасно обезбедило тачно позиционирање листова и побољшао квалитет производа.
(1) Подешавање брзине смицања за машину за сечење лима по дужини
Брзину смицања треба изабрати према дебљини и материјалу лима. Брзина смицања може се повећати за тање листове како би се повећала излазна ефикасност.
За дебље или чвршће лимове, међутим, превисоке брзине смицања могу савијати лим и повећати хабање алата. На пример, брзина смицања се може подесити на 30-50 потеза у минути за обраду обичних челичних лимова дебљине 1 мм; за челичне лимове високе чврстоће дебљине 5 мм, брзину смицања треба смањити на 10-20 удараца у минути.
(2) Поставка смичног зазора за лим који сече на линију дужине
Размак смицања се односи на растојање између горњег и доњег резног алата. Његова величина значајно утиче на квалитет резне површине и животни век алата за сечење.
Сувише мали зазор ће убрзати хабање алата и чак оштетити алате, док ће превелики зазор изазвати неравнине и кидање на срезаној површини.
Генерално, смичући размак треба да буде подешен на 5%-10% дебљине лима (специфична вредност зависи од материјала лима).
Приликом обраде лимова од легуре алуминијума, због њихове мекоће, може се користити мања вредност. Међутим, када се обрађује тврђи челик, потребан је већи зазор смицања.