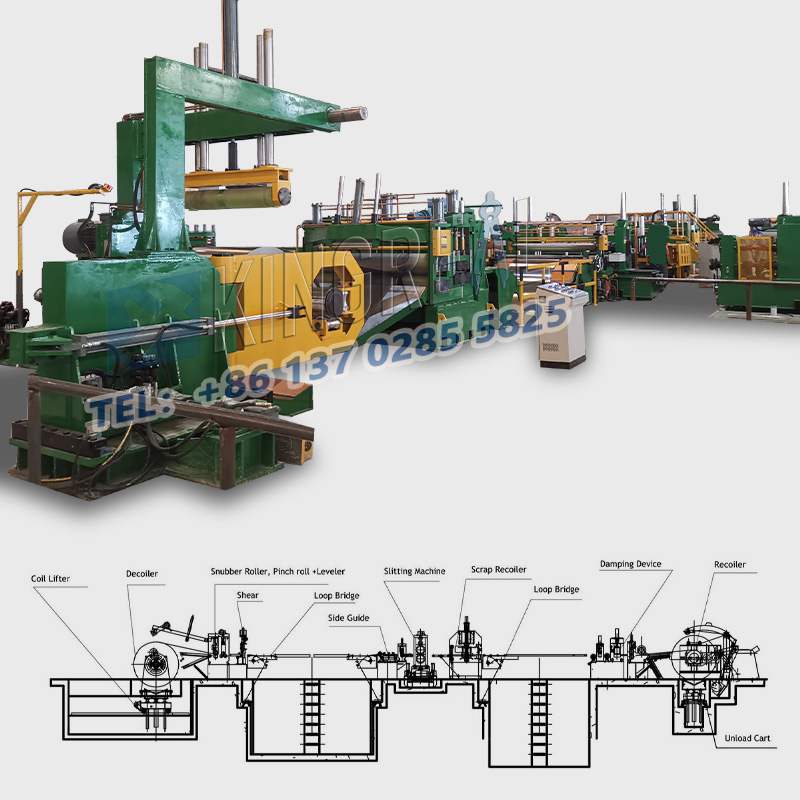
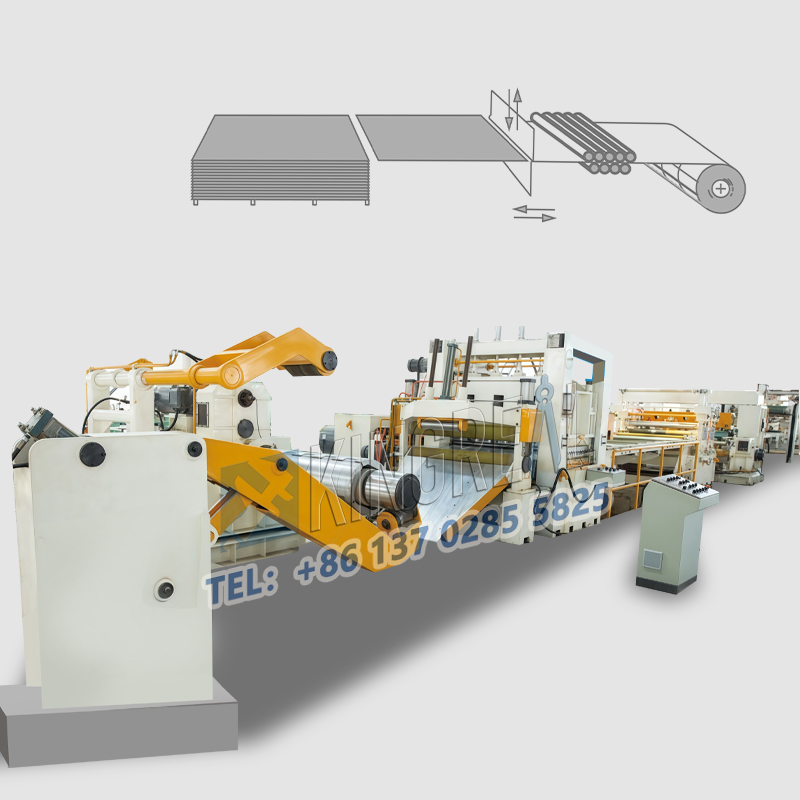
A машина за резање поцинкованог челикапрвенствено сече металну траку уздужно и премотава настале уске траке у намотаје. Ова линија за сечење од поцинкованог челика обухвата одмотавање, позиционирање материјала, резање и повлачење. Широко је тражен због своје лакоће рада, високог квалитета сечења, велике употребе материјала и бесконачне регулације брзине сечења.

Сваки детаљ налинија за резање поцинкованог челикаје педантно дизајниран од стране КИНГРЕАЛ СТЕЕЛ СЛИТТЕР инжењера. Не само да испуњава своју функцију сечења, већ и обезбеђује радну сигурност. Можда нисте приметили, али заштитне карактеристике машине за резање поцинкованог челика су уграђене у сваки аспект њеног рада.
На пример, осовина оштрице линије за сечење од поцинкованог челика је подржана високо прецизним лежајевима вретена алатних машина, што минимизира аксијално и радијално отпуштање. Штавише, диск сечива користи механизам за закључавање у три тачке са наврткама (или хидрауличну матицу за сигурно затезање), обезбеђујући и тачност димензија и сигурно закључавање. Да би се олакшало подешавање брзине сечења, користе се електронске и хидрауличне компоненте управљања. Ово не само да обезбеђује високу поузданост и робустан имунитет контролног система, већ, што је још важније, има функцију самодијагностике, омогућавајући брзу идентификацију узрока квара. Поред тога, машине за сечење од поцинкованог челика су јасно постављене коришћењем ексцентричне чауре. Чак и са променама у ексцентрицитету и тежини смицања, висина додавања остаје константна, обезбеђујући и поузданост и сигурност.
Оштрица је покретачка компонентамашина за резање поцинкованог челика. Оптимални учинак сечења у великој мери зависи од сечива и, што је још важније, конфигурације држача сечива. Линије за сечење од поцинкованог челика користе различите конфигурације држача сечива, од којих свака има своје јединствене карактеристике и применљив обим. Држачи алата за сечење од поцинкованог челика долазе у четири типа: клизач, ексцентрични, подесива осовина сечива и закретна рука. Тип клизача је један од најранијих и најчешћих типова држача алата од поцинкованог челика. Код овог типа, доња осовина сечива је причвршћена за покретне и фиксне оквире, док је горња осовина сечива смештена у леви и десни клизач. Ови клизачи омогућавају вертикално кретање унутар шина за вођење покретних и фиксних рамова.
Ексцентрични држачи алата су углавном двоструко ексцентрични, што значи да су и горња и доња осовина сечива подупрта унутар ексцентричних чаура. Покренута синхроном осовином зупчаника кроз зупчаник за подешавање, ове осовине се окрећу у супротним смеровима да би подесиле ексцентрицитет, мењајући на тај начин висину горњег и доњег вратила сечива.
Држачи алата са подесивом дужином осовине сечива имају јединствену карактеристику: леви покретни оквир се може подесити тако да се приближи крајњем пару сечива на левом крају осовине сечива, скраћујући радну дужину осовине сечива и повећавајући крутост осовине сечива. Ова карактеристика омогућава машинама за резање поцинкованог челика да рукују и широким и танким тракама, као и уским и дебелим тракама, пружајући тако широк спектар примена. Последњи тип је држач сечива са покретном руком. Његова структура је много једноставнија, што га чини првенствено погодним за резање танких трака.
 |
 |
 |
Машине за резање поцинкованог челикасе углавном користе за обраду лима, а њихове функције су у великој мери аутоматизоване, што чини систем управљања у опреми посебно значајним. Линије за сечење од поцинкованог челика користе електро-хидраулички серво систем управљања, који првенствено користи конверзију различитих сигнала за постизање различитих акција. Међутим, постоји много доступних метода конверзије сигнала.
1. Метода брзих он-офф вентила за линију за резање поцинкованог челика
Овај метод користи мотор велике брзине обртног момента да директно или индиректно покреће он-офф вентил са фиксним отварањем. Дигитални сигнал који излази из рачунара се појачава, а затим контролише вентил, омогућавајући му да се контролише између отвореног и затвореног стања. Сигнал повратне спреге се обрађује узорковачем и шаље назад у рачунар као дигитална величина, контролишући рад маказе за сечење.
2. Метода дигитално-аналогне конверзије за линију за резање поцинкованог челика
Дигитално-аналогни претварач претвара дигитални сигнал који генерише рачунар у аналогну величину, која се користи за контролу струје која се примењује на улаз серво вентила или пропорционалног вентила. Сигнал повратне спреге се такође претвара у дигиталну величину помоћу аналогно-дигиталног претварача, а затим се уноси у рачунар, довршавајући конверзију сигнала.
3. Метода корачног мотора за линију за резање поцинкованог челика
Ослања се на метод конверзије који имплементира контролер корачног мотора. Дигитални сигнал који рачунар излази у облику импулса у претварач. Угао ротације корачног мотора се претвара у отвор вентила кроз уређај за пренос, чиме се формира дигитални вентил протока. Штавише, излазни притисак је пропорционалан излазном притиску, формирајући дигитални вентил притиска, чиме се постиже жељени ефекат.
Токомлинија за резање поцинкованог челикарад, напетост је кључни параметар перформанси, који утиче и на операције намотавања и одмотавања. За ефикасну контролу напетости у машинама за резање поцинкованог челика, регулатори напетости су битне компоненте. Регулатор затезања мери брзину, израчунава пречник намотаја и подешава напетост мерењем обртног момента оптерећења.
Пошто регулатор напетости на линији за сечење од поцинкованог челика емитује стандардни аналогни сигнал од нула до десет волти који одговара називном обртном моменту асинхроног мотора, овај аналогни сигнал се може повезати са фреквентним претварачем да би се изабрала референтна вредност обртног момента. Ово обезбеђује константну напетост током рада. Ако је у режиму контроле напетости, било да се ради о ДЦ мотору, АЦ мотору или серво мотору, брзина мора бити ограничена. У супротном, када обртни момент који генерише мотор превазиђе обртни момент оптерећења и почне да ради, генерисаће се ротационо убрзање, узрокујући да брзина настави да расте све док не достигне максималну брзину.