Машине за резање металасе користе за производњу уских трака које испуњавају захтеве купаца од металних котура као што су нерђајући челик, челик, алуминијум, бакар, топло ваљани, хладно ваљани и ППГИ кроз процесе као што су одмотавање, сечење и намотавање. Ове линије за резање метала имају широку примену у области обраде метала. Као кључна карика у финој преради металних котура, машина за резање метала повезује сировине са производњом готових производа. Међу њима, посебно је јака потражња за линијама за резање метала у областима као што су аутомобилски делови, кућишта кућних апарата и производња цеви.
Стога, разумевање линија за сечење метала и процеса сечења може помоћи предузећима да оптимизују производне процедуре, смање отпад материјала, побољшају тачност производа и поставе основу за каснију ефикасну производњу. У овом чланку, КИНГРЕАЛ СТЕЕЛ СЛИТТЕР ће вам представити кључна знања о машинама за сечење метала и процесима сечења из пет савета за свакога.

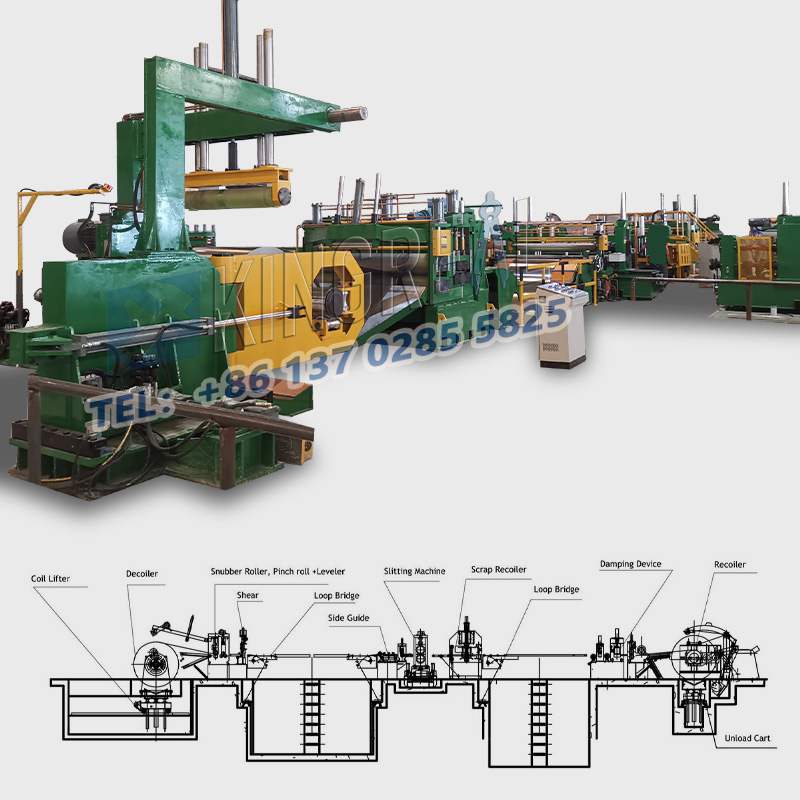
- Јединица за одмотавање за линију за резање метала
Размотавач се користи за стабилно ослобађање металних намотаја као што су челичне траке и алуминијумске траке, спречавајући намотаје од одступања или неуједначеног затезања. Генерално, машина за одмотавање опремљена машином за сечење метала укључује осовину за подршку завојнице и систем за контролу затезања. Неке машине за резање метала су такође опремљене аутоматским уређајем за центрирање за прилагођавање металним котуровима различитих ширина/дебљина.
- Јединица за вођење и нивелисање за линију за резање метала
Опремањелинија за резање металаса јединицом за навођење и нивелисање има за циљ да исправи савијање и наборе намотаја током транспорта, обезбеђујући да калем уђе у фазу уздужног сечења у равном стању и смањујући накнадне грешке при сечењу. Поред тога, ефекат нивелације ће директно утицати на равност завршне плоче за резање, избегавајући грубе ивице сечења узроковане неравнинама намотаја
- Резач за линију за резање метала
Машина за резање метала сече широке металне намотаје у уске траке према унапред подешеној величини кроз више сетова ножева за резање. Међу њима, тачност подешавања размака групе ножева машине за резање метала је обично ±0,1 мм. Материјал сечива ће изабрати КИНГРЕАЛ СТЕЕЛ СЛИТТЕР инжењери према природи материјала за обраду купца, као што су брзорезни челик, тврда легура, компатибилан са металима различите тврдоће.
- Јединица за намотавање за машину за резање метала
Уске металне траке након сечења су уредно намотане у ролне да би се олакшало накнадно складиштење, транспорт или директан улазак у следећи поступак обраде (као што је штанцање, савијање). Напетост намотаја треба да буде усклађена са брзином сечења како би се спречило растезање траке и деформисање или отпуштање током намотавања, обезбеђујући непропусност готовог материјала ролне.
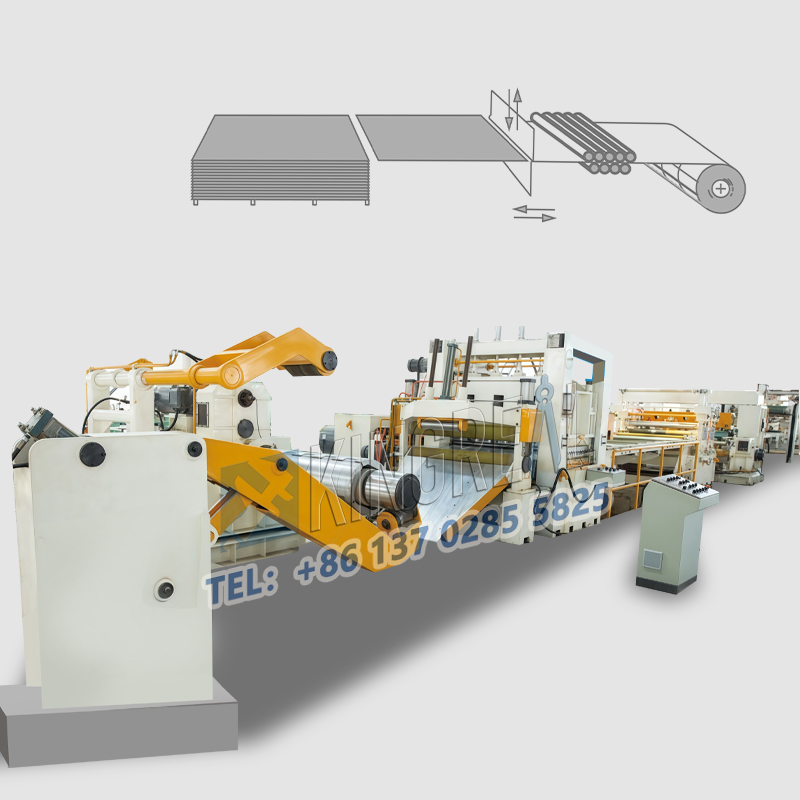
Корак 1: Провера намотаја и подешавање параметара за линију за резање метала
Тестирајте материјал (као што је угљенични челик, нерђајући челик, легура алуминијума, силицијум челик, итд.), дебљину (0,2-16 мм) и ширину металне завојнице и ускладите одговарајуће параметрелинија за резање метала. Унесите кључне параметре као што су ширина сечења, брзина намотавања и вредност затезања у контролном систему опреме.
Корак 2: Одмотајте и поравнајте за линију за резање метала
Покрените уређај за одмотавање да бисте ослободили материјал завојнице, поравнајте га кроз механизам за вођење, а затим елиминишите унутрашње напрезање материјала завојнице кроз ваљак за нивелисање како бисте осигурали да материјал завојнице несметано улази у процес сечења.
Корак 3: Прецизно сечење за машину за резање метала
Група ножева за сечење врши уздужно сечење на калем у унапред одређеним интервалима и истовремено фиксира завојницу кроз механизам за пресовање како би спречила померање намотаја током сечења. Пратите квалитет сечења ивица у реалном времену (као што је без ивица и увијених ивица) и фино подесите притисак или брзину сета алата према ситуацији.
Корак 4: Повлачење за машину за резање метала
Група ножева за сечење врши уздужно сечење на калем у унапред одређеним интервалима и истовремено фиксира завојницу кроз механизам за пресовање како би спречила померање намотаја током сечења. Пратите квалитет сечења ивица у реалном времену (као што је без ивица и увијених ивица) и фино подесите притисак или брзину сета алата према ситуацији.
 |
 |
У складу са различитим захтевима купаца, КИНГРЕАЛ СТЕЕЛ СЛИТТЕР је дизајнирао различите врсте линија за резање метала. Следи план производње машине за резање метала.
По металном материјалу: машина за резање намотаја од нерђајућег челика, машина за резање челичне траке, машина за резање силиконског челика, машина за резање алуминијумских завојница...
По дебљини материјала:лака машина за сечење(0,2-3 мм),машина за резање средњег оптерећења(3мм-6мм),тешка машина за сечење(6-16 мм).
По степену аутоматизације:потпуно аутоматска машина за резање металаРешење 1: Редовно проверавајте
По прилагођавању:машина за резање метала велике брзине, машина за сечење завојнице са двоструком главом за сечење, машина за резање калема за затезање каиша.
Проблем 1: Неравнине и увијене ивице се појављују током сечења ивица
Могући узроци: хабање/пасивација сечива, неправилно подешавање размака групе сечива и неусклађеност између брзине сечења и металног материјала.
Решење 1: Редовно проверавајтелинија за резање металаи замените сечива, поново калибришите размак групе сечива и подесите брзину сечења према тврдоћи метала.
Проблем 2: Прекомерно одступање у ширини трака након сечења
Могући узроци: Нетачно центрирање калема, недовољна прецизност позиционирања групе алата и флуктуације напетости које узрокују померање намотаја.
Решење 2: Проверите функцију центрирања механизма за вођење машине за сечење метала, поново калибришите систем позиционирања групе ножева и оптимизујте параметре контроле напетости.
Проблем 3: Материјал ролне постаје лабав или наборан након намотавања
Могући узроци: недовољна или неуједначена напетост намотаја, асинхрона брзина намотаја и брзина резања, непотпуно нивелисање материјала намотаја.
Решење: Подесите напетост намотаја на одговарајућу вредност, истовремено оптимизујте брзину сечења и намотавања и проверите да ли су осовине ваљака машине за нивелисање у машини за сечење метала истрошене.
*Провера квалитета процеса сечења
Контрола димензија: Користите чељусти и ласерске мераче ширине да бисте проверили тачност ширине и дебљине уских трака како бисте били сигурни да испуњавају захтеве поруџбине.
Визуелна контрола: Визуелно или помоћу алата проверите да ли је ивица реза глатка и да нема неравнина и да ли има огреботина или бора на површини материјала ролне.
Испитивање перформанси: Проверите да ли су механичка својства метала након сечења (као што је затезна чврстоћа) оштећена услед обраде.
*Дневно одржавање машина за резање метала
Редовно чишћење: Уклоните металне остатке из унутрашњостилинија за резање металакако би се спречило да се заглави у склопу алата или да утиче на тачност механизма за вођење.
Подмазивање компоненти: Редовно додајте уље за подмазивање покретним деловима као што су лежајеви групе за подешавање алата и вратила за одмотавање/премотавање да бисте смањили хабање
Одржавање сечива: Редовно полирајте и пасивирајте сечива или их замените у складу са степеном истрошености како бисте избегли утицај на квалитет обраде због проблема са сечивом.
Калибрација система: Калибришите параметре у ПЛЦ контролном систему месечно/тромесечно да бисте осигурали да је линија за резање метала у прецизном радном стању.