Један од најважнијих фактора за гарантовање квалитета уских трака је прецизно сечење. Без обзира да ли је нерђајући челик, челик, легура алуминијума, бакар, ППГИ, хладно ваљани или топло ваљани, одржавање чврстих толеранција током сечења је одмах повезано са квалитетом производа, ефикасношћу даље обраде и задовољством купаца. Уске траке могу бити одбијене чак и због малих разлика у ширини прореза, дефекта ивица или промена у кривини материјала.
Дакле, како можете правилно управљати алинија за резање челичне тракеда се постигну чврсте толеранције? Овај чланак испитује пет кључних аспеката: подешавање машине за резање челичне траке, контролу напетости, конфигурацију алата, руковање материјалом и одржавање линије за резање челичне траке.

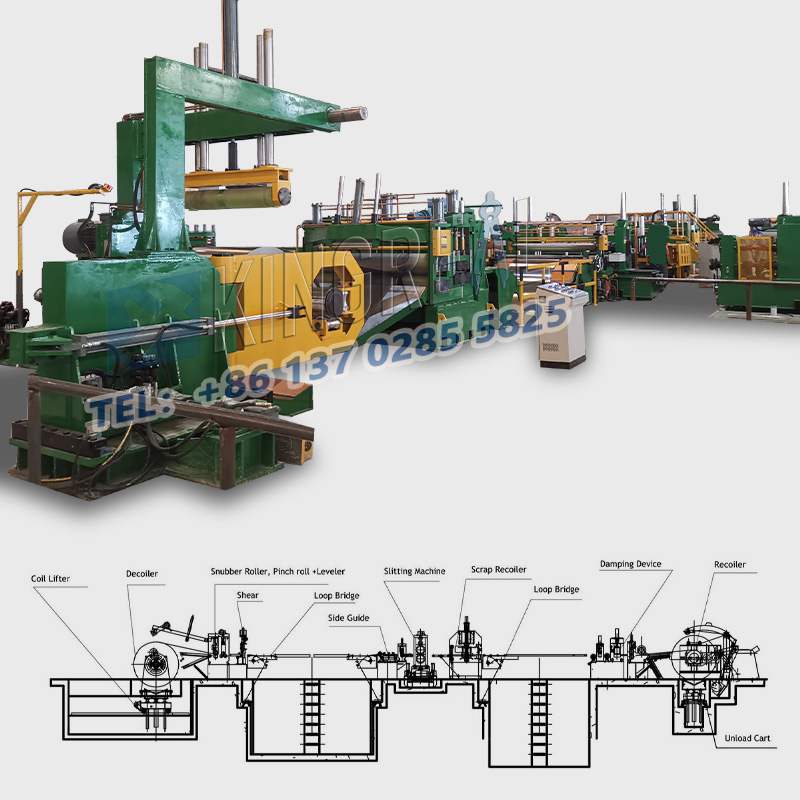
Почетно подешавањемашина за резање челичне тракеје фундаментално за постизање толеранције резања. Пет кључних аспеката се мора позабавити пре покретања:
- Поравнање линије за сечење челичне траке: Пре покретања материјала, проверите поравнање трна (да бисте обезбедили тачан рад језгра), осе за сечење (паралелно са осом одмотавања/премотавања) и основе машине за сечење челичне траке. Алати за ласерско поравнање се користе да би се обезбедило прецизно позиционирање компоненти како би се избегле грешке узроковане неусклађеношћу.
-Одабир и инсталација магнетног језгра: Изаберите кружно, право магнетно језгро са унутрашњим пречником који одговара осовини машине за сечење челичне траке. Уверите се да је безбедно постављен како бисте спречили клизање или деформацију. Грешке у концентричности језгра могу да путују до отвора за сечење, што доводи до угрожавања квалитета ивица и тачности ширине.
-Позиционирање алата: Прецизно подесите положај алата да бисте одредили ширину сечења у складу са спецификацијама поруџбине помоћу калибрационог мерача или верификованог дигиталног очитавања за линију за резање челичне траке. Проверите пре покретања да бисте били сигурни да је алат закључан на месту како бисте спречили померање и изазивање одступања.
-Водица ролне: Подесите почетну позицију вођице да центрирате ролну пре него што уђете у област сечења како бисте спречили неуједначену напетост и одступање сечења, обезбеђујући стабилност димензија.
-Провера програма: Ако је машина за сечење челичне траке програмабилна, потврдите да је учитан исправан програм и да параметри као што су крива затезања и брзина сечења испуњавају радне захтеве како бисте избегли грешке у параметрима које би могле утицати на толеранције.
 |
 |
Стабилна напетост је кључна за толеранције резања и захтева управљање у четири кључне области:
- Конзистенција напетости: Одржавајте уједначену напетост у целом делумашина за резање челичне тракепроцес, од одмотавања, сечења, до премотавања. Промене ширине материјала, истезање, таласање ивица, савијање и толеранције су озбиљно погођени променама напрезања.
- Контрола зона: Модерне линије за резање челичне траке имају независне зоне затезања за одмотавање, резање и премотавање. Мерне ћелије и регулатори затезања морају се редовно калибрисати.
-Напетост треба подесити на основу карактеристика материјала: прениска може довести до клизања и лошег праћења; превисоко може да растегне материјал, узрокујући деформацију ивице.
-Премотавање: За компресибилне материјале, на језгру се примењује већа напетост, која се постепено смањује како се пречник ролне повећава како би се обезбедила стабилна ролна без истезања. Неправилан конус може проузроковати оштећење ивица, неравномерно намотавање и угрозити конзистенцију ширине.
- Познавање материјала: Различити материјали захтевају различите стратегије истезања. Познавање модула еластичности и чврстоће течења материјала је од суштинског значаја како би се могла осмислити одговарајућа шема затезања како би се избегла материјална штета или кршење толеранције.
Подешавања алата одређују квалитет реза и тачност димензија, фокусирајући се на четири кључна аспекта:
-Оштрина алата: Туп алат може да стисне или поцепа материјал, стварајући неравнине и кршећи толеранције. Да би се одржале оштре ивице, треба поставити распоред оштрења/замене алата на основу карактеристика хабања материјала и циклуса обраде.
-Врста алата и метода сечења: Изаберите алате на основу захтева материјала и резања. Изаберите између стрижења мушом (континуирано великом брзином), ротационог реза (висока прецизност) или фиксног стрижења (повремено мала серија) на основу потреба купаца како бисте осигурали толеранције.
-Оптимизација угла: За машине за сечење челичне траке бријачом, подесите угао сечива према материјалу како бисте уравнотежили квалитет сечења са хабањем алата. Фино подесите размак и преклапање између горњег и доњег сечива за линије за резање челичне траке смицања (погледајте табелу произвођача и узмите у обзир квалитет материјала). Неправилан размак или преклапање може изазвати неравнине и грубе ивице.
-Оперативна стабилност: Уверите се дамашина за резање челичне тракеНосач сечива је паралелан са осом сечива и то радијално отпуштање ротационог сечива је сведено на минимум да би се избегли трагови "брбљања" и нестабилан квалитет ивица.
 |
 |
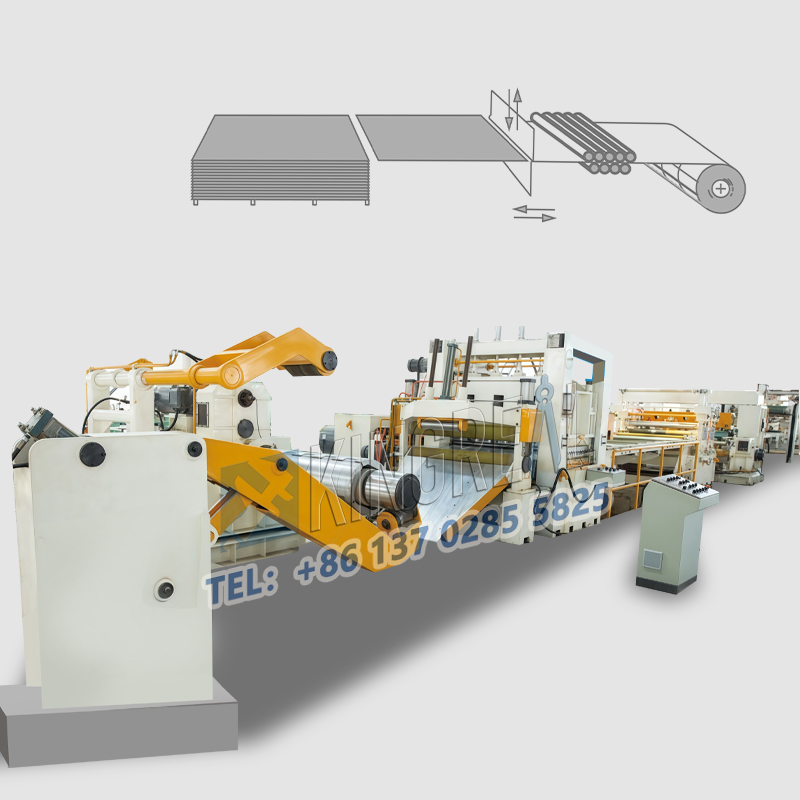
Стандардизовано руковање материјалом може спречити варијације толеранције изазване материјалом. Фокусирајте се на четири кључне области:
-Интегритет зглоба: Користите јаке, уједначено дебеле спојеве да бисте избегли квар или превелику дебљину која може да изазове заглављивање опреме, флуктуације напетости и оштећење ивице реза.
-Навођење ивица: Активне вођице за мрежу се користе како би се осигурало да је мрежа центрирана у подручју резања, спречавајући девијацију мреже која резултира неуједначеном ширином и лошим квалитетом спољне ивице траке.
- Руковање ролни: Користите дизалице и дизалице са вратилом за утовар и истовар ролни. Избегавајте ударце или падове који могу оштетити језгро и утицати на концентричностлинија за резање челичне тракеинсталација. Пажљиво рукујте готовим ролнама како бисте спречили оштећење ивица и деформације.
- Управљање остацима: Одржавајте подручје за сечење чистом и одмах уклоните остатке како бисте спречили да скрене мрежу, омета секач или да се заглави у ролни, што утиче на квалитет и толеранције.
Одржавање осигурава стабилностлинија за резање челичне тракерад и прецизност толеранције фокусирањем на пет кључних области:
-Превентивно одржавање: Проверите поравнање компоненти, лежајеве, затегнутост каиша, хабање зупчаника и пнеуматске/хидрауличне системе према распореду произвођача и одмах решите потенцијалне проблеме.
-Управљање подмазивањем: Подмазујте у складу са одређеним временом, количином и врстом како бисте избегли прекомерно подмазивање (лоше одвођење топлоте) или недовољно подмазивање (високо трење) које може изазвати хабање и вибрације компоненти.
-Инспекција истрошености компоненти: Редовно проверавајте кључне компоненте као што су лежајеви, вратила и зупчаници и одмах замените све јако истрошене компоненте како бисте спречили да вибрације, клизање и неусклађеност утичу на толеранције.
-Калибрација и одржавање: Редовно калибришите сензоре затезања, мерне ћелије и системе за дигитално позиционирање како бисте спречили грешке у мерењу узроковане некалибрисаним инструментима, које могу утицати на подешавања параметара.
-Чишћење: Очистите машину за сечење челичне траке од прашине, масноће и остатака, посебно око лежајева, водилица и сензора, да бисте обезбедили несметан рад и олакшали откривање проблема.