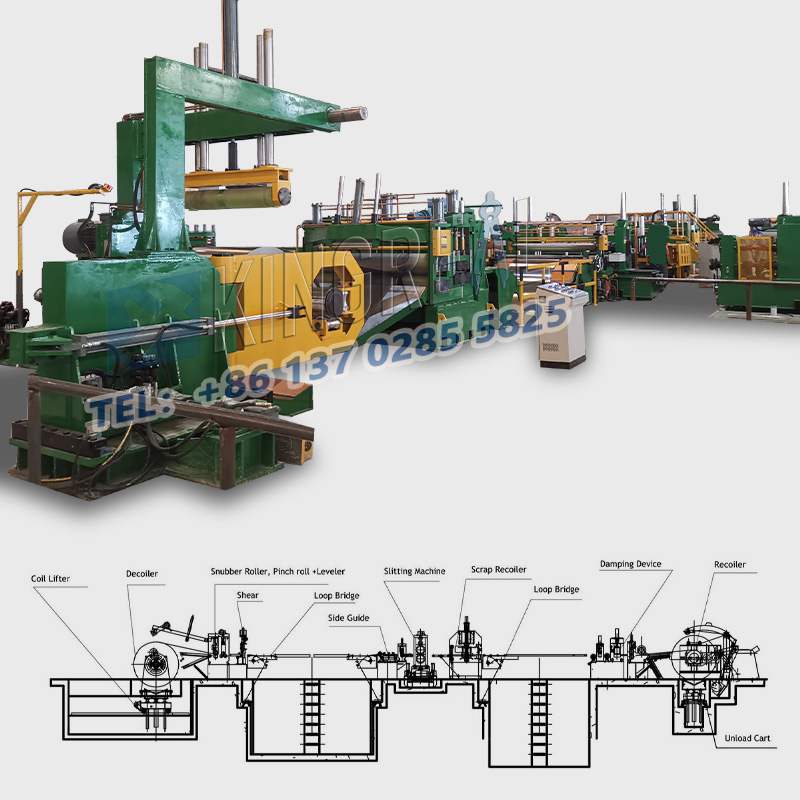
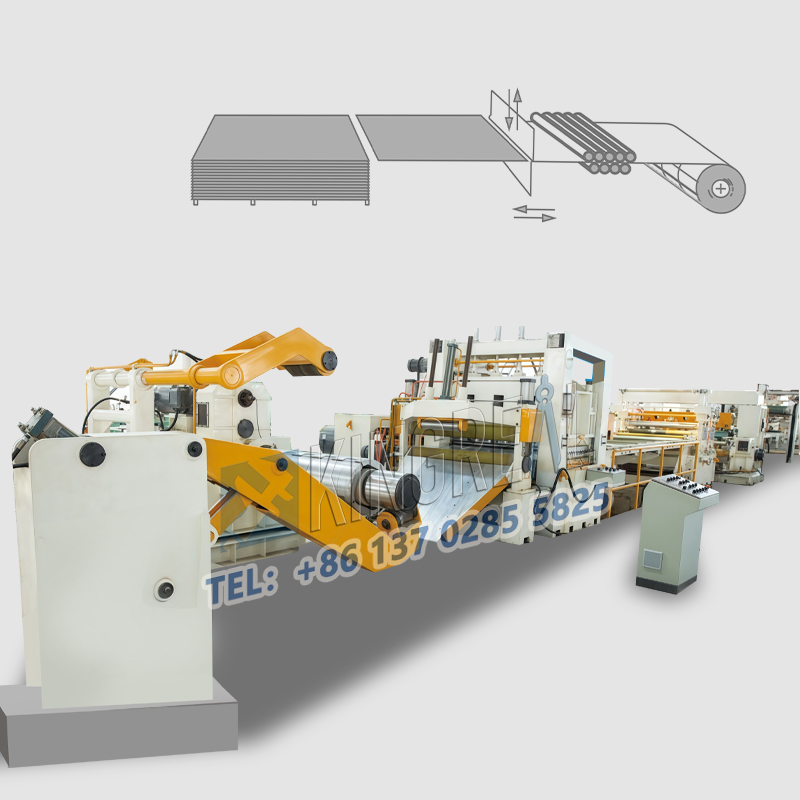
Машине за резање металасе широко користе у металопрерађивачкој индустрији, првенствено за сечење великих ролни металног материјала у неколико уских трака. Међутим, током стварног рада, линије за резање метала могу имати различите абнормалности, што доводи до смањене ефикасности обраде или отпада материјала. Овај чланак од КИНГРЕАЛ СТЕЕЛ СЛИТТЕР ће се бавити неколико уобичајених оперативних проблема са машинама за резање метала и пружити одговарајућа решења која ће корисницима помоћи да боље искористе своје линије за резање метала.
1.1 Колапс намотаја
Након сечења, када се челични калем уклони са котура, често се сруши и постаје овалног облика. Главни разлог за ову појаву је недовољна напетост током процеса намотавања, или присуство уља за заштиту од рђе на површини челичне траке, спречавајући довољно трење између слојева. Да бисте решили овај проблем, могу се предузети следеће мере:
1.1.1 Уверите се да је примењена довољна напетост током процеса намотавања како би се спречила деформација намотаја.
1.1.2 Редовно проверавајте површину челичне траке да бисте били сигурни да је чиста и без уља, чиме се обезбеђује добро трење између слојева.
1.2 Неравне ивице челичног намотаја
Неравне ивице челичног намота су углавном узроковане следећим факторима:
1.2.1 Лоша напетост: Слаба напетост на почетку намотаја и јака напетост на крају намотаја доводе до неравномерног намотаја. Да би се ово избегло, напетост треба повећати на почетку намотаја и смањити на крају.
1.2.2 Неравномерна расподела затезања: Ако челична трака није исечена равно на предњој ивици, или стеге загризу у предњу ивицу челичне траке током сечења, то ће довести до неравномерне расподеле напетости. Пре рада, проверите да ли је трака за резање чврсто причвршћена за површину котура да би се обезбедила равномерна напетост.
1.2.3 Осциловање у отвору петље: Ако челична трака осцилира са једне на другу страну у удубини за петљу, а мали водећи ваљци нису правилно причвршћени, то може изазвати промене угла затезне плоче, што доводи до неравномерног намотавања. Да би се смањиле осцилације, може се користити тепих или филц након удубљења петље да би контактирали површину челичне траке, а мале водеће ваљке треба фиксирати.
1.2.4 Генерисање неравнина: За уске челичне траке, велики неравнини или недоследни неравнини са обе стране током сечења могу довести до неравномерног намотавања. Препоручљиво је да се челична трака окрене са оштрицама окренутим нагоре у отвору за петљу тако да су ивице окренуте надоле, ефикасно спречавајући овај проблем.
Након сечења, челична трака може да покаже деформацију као што је бочно савијање. Разлози су прилично сложени:
2.1 Неуједначен смичући зазор:
На амашина за резање метала, нетачне референтне тачке на рамену осовине резача, превелики аксијални зазор лежаја осовине резача, или грешке у одстојнику или његовој дебљини могу довести до неједнаких смичних зазора, што резултира деформацијом. Редовна провера и калибрација линије за резање метала како би се осигурао њен нормалан рад може ефикасно спречити ову ситуацију.
2.2 Варијације дебљине материјала:
Разлика у дебљини између средњег и ивичног дела широког материјала је чест проблем, посебно код ваљаних материјала. Због разлика у прецизности линије за резање метала и техникама подешавања, варијације дебљине материјала различитих произвођача такође се разликују. Препоручује се тестирање дебљине пре обраде и подешавање према стварној разлици дебљине.
2.3 Савијање основног материјала:
Унутрашњи напон који се ствара у основном материјалу током ваљања назива се потенцијално заостало напрезање. Губитак равнотеже напрезања након уздужног сечења може довести до савијања челичне траке. Због тога су избор висококвалитетних сировина и оптимизација процеса ваљања важна решења.
2.4 Недоследне неравнине или ивице:
Ако је дебљина плоче већа на страни са већим избочинама током намотавања, то ће довести до већег пречника намотаја и формирати кривину у облику трубе. Да би се ово решило, на другу страну се може уметнути папир одговарајуће дебљине или се може применити процес сечења.
2.5 Таласасте ивице траке:
Током процеса намотавања, присуство неравнина може довести до повећања дебљине на ивици челичне траке, што резултира издужењем ивице. Током рада машине за резање метала, потребно је повећати хоризонтални зазор како би се смањио бочни притисак. Поред тога, коришћење сечива прикладних за материјал који се сече и смањење хабања сечива такође помаже у решавању овог проблема.
3.1 Ухваћени оштрицама
Приликом сечења уске челичне траке, ако притисна плоча у облику прста не попуни у потпуности размак између две спољне лопатице, челична трака може бити захваћена двема спољним сечивима, што доводи до набора. Ефикасна стратегија за спречавање овог проблема је да се празнина између спољашњих лопатица попуни равном притисном плочом и обезбеди да се керозин редовно наноси на лопатице како би се смањило трење.
3.2 Гурање на чељустима бубња за намотавање
На машинама за сечење метала, ако челична трака не пристаје чврсто на бубањ за намотавање током првог пролаза за намотавање, може доћи до набора током следећег намотавања. Да би се ово избегло, чељусти бубња за намотавање треба редовно проверавати, и треба се уверити да је челична трака безбедно и чврсто причвршћена за бубањ на почетку намотавања.
4.1 Ознаке сечива узроковане плочама под притиском
Ако висина потисне плоче није у складу са плочом за вођење, то може изазвати превелики притисак на челичну траку, што резултира траговима сечива. Због тога, висину потисне плоче треба редовно проверавати и подешавати како би се осигурало да је у складу са висином водеће плоче.
4.2 Вибрације потисне плоче ножа
Када притисна плоча сечива вибрира горе-доле, то такође може да изазове трагове сечива. Ови трагови сечива су обично повремени, а главни разлози укључују савијање вретена, превелики размак између сечива и вретена и синтеровање металних остатака на другој страни сечива. Провера стања вретена и одржавање сечива чистим могу ефикасно смањити појаву трагова сечива.
Линије за резање металанеизбежно се сусрећу са разним проблемима током свакодневне употребе, али многи проблеми се могу избећи или ублажити кроз пажљиву проверу и одржавање. Разумевање и савладавање уобичајених проблема и њихових решења за машине за резање метала може помоћи корисницима да оптимизују производне процесе и побољшају ефикасност рада. КИНГРЕАЛ СТЕЕЛ СЛИТТЕР се нада да ће вам горњи предлози пружити драгоцену референцу за коришћење ваше линије за резање метала и обезбедити њен континуиран и ефикасан рад. Ако имате било каквих питања, слободно контактирајте КИНГРЕАЛ СТЕЕЛ СЛИТТЕР!