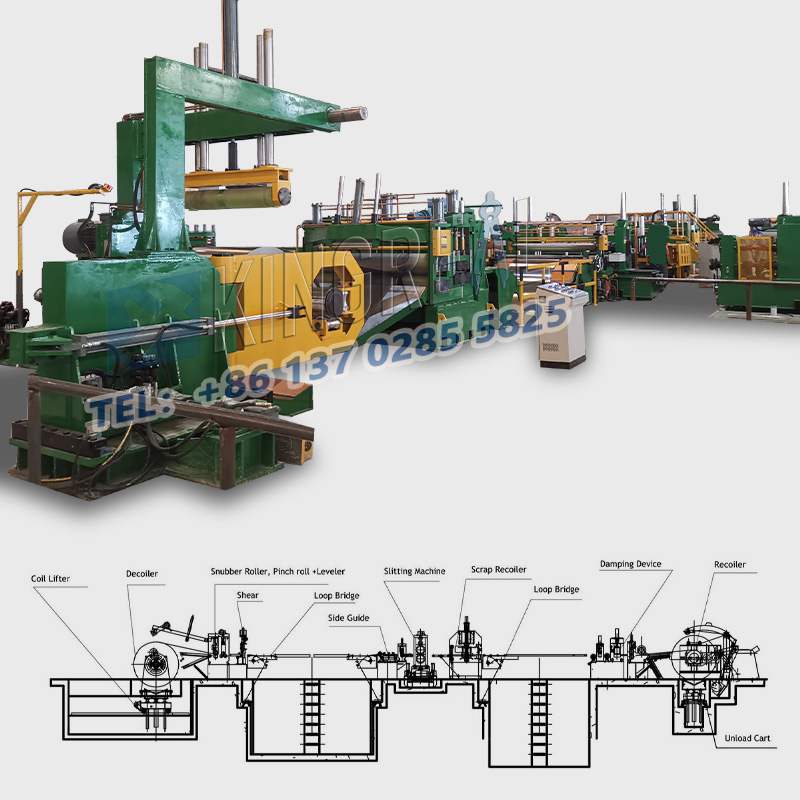
У аМетална линија за клизање, Улога станице затезања је да осигура да материјал одржава сталну напетост током процеса резива. Ово је од суштинског значаја за осигуравање квалитета и тачности резива. Станица затезања обично се постиже контролом положаја ваљка и ротације ручке за подешавање напетости или подешавањем напетости материјала путем напетости на напетости на контролору затезања. Исправна подешавања затезања могу помоћи у постизању ефикасности, доследне и висококвалитетне производње.


Да бисте правилно поставили напетост шалте, морате да размотрите факторе као што је врста материјала, брзина материјала и структуре шалте. Различите врсте материјала захтевају различите поставке затезања, док ће материјална брзина и структура шалтела такође утицати на поставке затезања. Превисоко или прениско напетост ће утицати на продуктивност и квалитет производа, тако да га треба прилагодити у складу са стварном ситуацијом за постизање најбоље ефикасности производње.
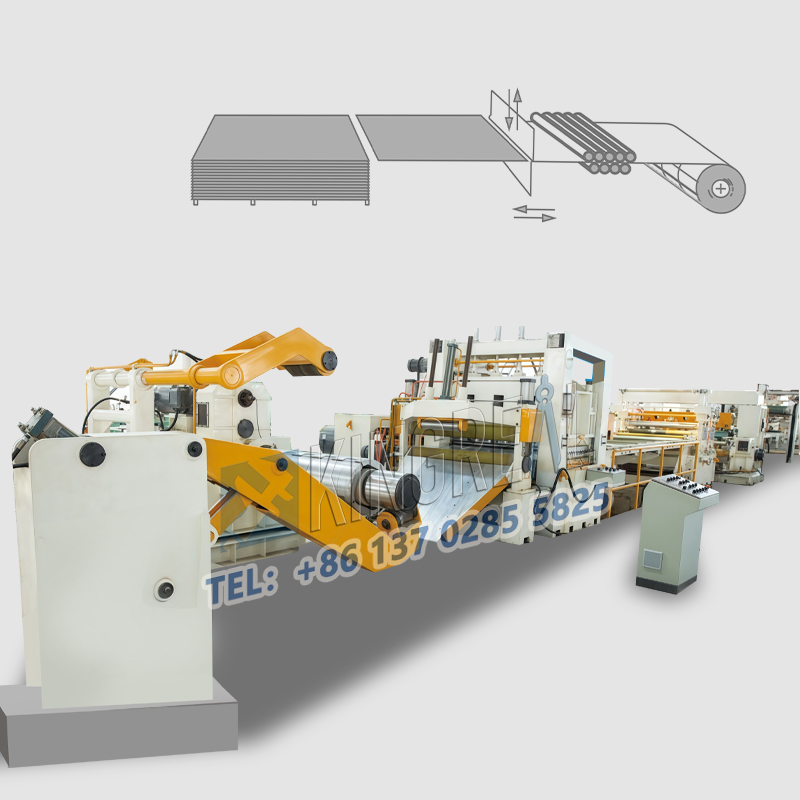
1. Стеел завојница Сличићи машина за површинско управљање површинским производима није добра, процес је неразуман: у процесу резања материјала, ваљак ће клизнути у страну (обично познати као леви и десни лутајући), боре (повлачећи материјал неравнотежа), ваљајући се превелило у ваздух. Ови проблеми ће директно довести до неправилног намотаја, што резултира таласним ивицама, искривљеним ивицама и тако даље;
2 Прекомерна напетост за навијање: директно доводе до облика диска за готов производ, облик бубња итд.;
3. механички квар опреме: као што је преносног бубња или празног оштећења бубња, што резултира кретањем осовине; прецизност динамичког балансирања бубња је прениска;
4. Проблем са дизајном система затезања: одговарајући проблем система затезања, довешће до напетости се не може контролисати, што доводи до ове ситуације;
5. Избор обрасца за навијање: Постоје разни начини навијање. Према различитим карактеристикама производа, избор намотавања, површинског намотаја, површинског намотаја, површинског намотаја, клизања и других облика;
6. Избор алата за клизање: Облици сечења резања стругача, шишање, сечење и котрљање и котрљање и котрљање такође зависе од различитих карактеристика материјала. Тачност се не може осигурати ако нису правилно одабрани;
7. Остали детаљи: узроковано статичком електричном енергијом, радом опреме, Својства сировина и друга питања.