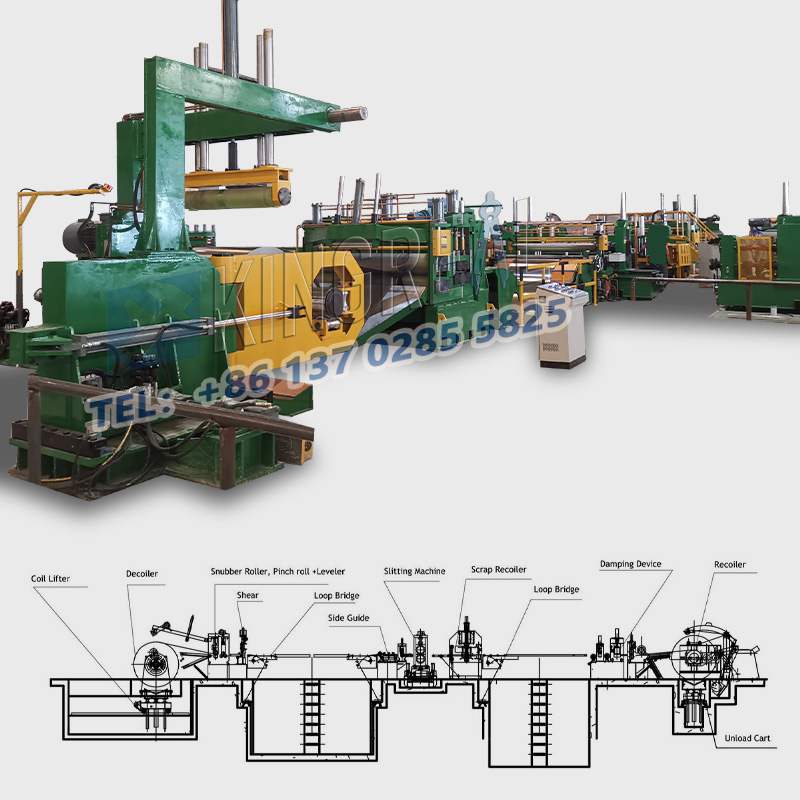
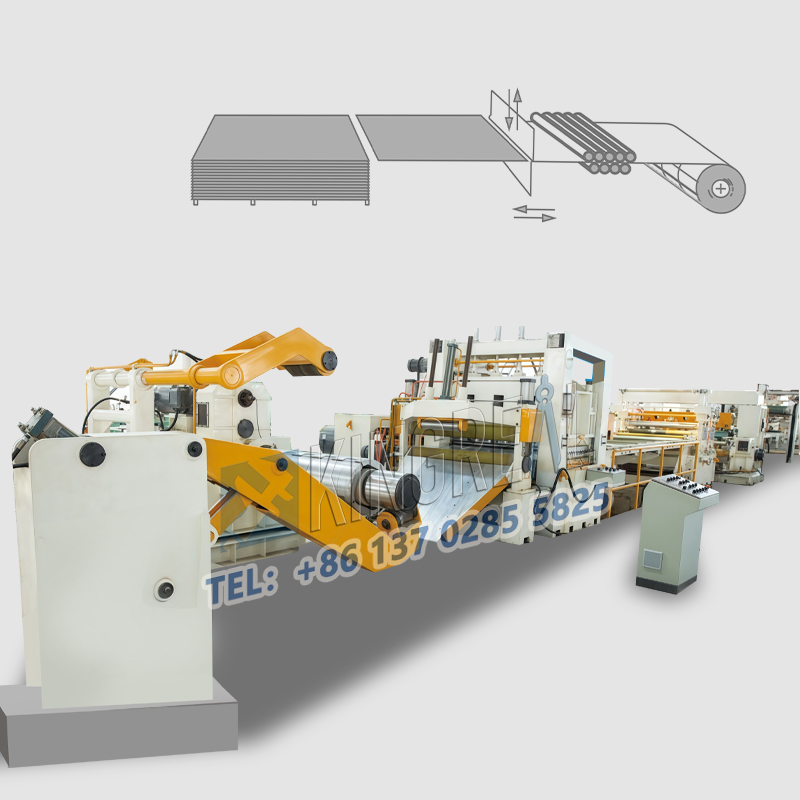
У области обраде металних котура,машине за сечење челичне тракесе користе за уздужно резање металних намотаја као што су нерђајући челик, алуминијум, угљенични челик и силицијум челик. Тачност димензија уских трака, глаткоћа реза и присуство или одсуство шиљака или нагиба су директно одређени размаком између горњег и доњег сечива линије за резање челичне траке.
У свакодневној производњи, кад год се промени дебљина котура који се обрађује, или се користе различити материјали различите тврдоће, оператер мора истовремено да подеси зазор сечива машине за сечење челичне траке.
Одговарајући размак сечива омогућава линији за резање челичне траке да сече високо прецизне уске траке са глатким резовима без ивица и равномерним слојевима попречног пресека; неправилне вредности зазора ће довести до бројних грешака у производњи као што су увијање ивица, ломљење сечива, савијање траке и накупљање ивица. Овај чланак, КИНГРЕАЛ СТЕЕЛ СЛИТЕР, комбинује практично искуство са стандардима параметара зазора како би се у потпуности објаснила логика подешавања, практичне методе и спецификације подешавања параметара за зазор сечива машина за сечење челичне траке.

Однос између зазора сечива и прецизности траке у машинама за сечење челичне траке
Зазор сечива машине за сечење челичне траке односи се на радијални зазор који је остао када се горњи и доњи сет кружних сечива споје. Ова вредност није фиксна константа већ се динамички мења са две основне варијабле дебљине и тврдоће обрађеног материјала. Ова два фактора директно одређују квалитет резањалинија за резање челичне траке.
1. Дебљина материјала
Када се промени дебљина обрађеног материјала намотаја, зазор сечива машине за резање челичне траке мора се у складу с тим подесити. Ако линија за резање челичне траке обрађује дебеле металне траке, зазор сечива треба на одговарајући начин повећати; премали размак ће довести до тога да горње и доње сечиво насилно стисну материјал од лима, тренутно повећавајући оптерећење на телу сечива, што може лако довести до лома сечива и деформације осовине резача, значајно скраћујући век трајања резача и вретена машине за резање челичне траке.
Насупрот томе, када се линија за резање челичне траке пребаци на обраду танких материјала, зазор сечива мора бити смањен. Ако је зазор превелик, сечивима не могу у потпуности исећи материјал од лима, ивице материјала ће бити поцепане током процеса смицања, а на обе стране готове траке ће се појавити велики број неравнина. У тешким случајевима, цела уска трака ће имати нагиб, прекорачујући толеранције димензија и не испуњавајући захтеве процеса штанцања, савијања и обликовања.
За екстремно танке металне траке дебљине мање од 0,1 мм, теоретски размак сечива машине за резање метала приближава се нули, ослањајући се на микро-преклапање сечива како би се постигло прецизно сечење.
2. Тврдоћа материјала и затезна чврстоћа
Различити метали показују значајне разлике у затезној чврстоћи и тврдоћи, што резултира потпуно различитим распонима зазора сечива погодним за машине за сечење челичне траке. Материјали високе тврдоће, високе затезне чврстоће, као што су дебели угљенични челик, нерђајући челик и силицијум челик, имају густу молекуларну структуру и већу отпорност на смицање, што захтева веће размаке сечива у линијама за резање челичне траке. Мекани материјали мале чврстоће, као што су чисти алуминијум и танки алуминијумски лимови, имају високу пластичност и ниску отпорност на смицање, омогућавајући одговарајуће мање зазоре сечива у машинама за сечење челичне траке.
Физички принцип сечења метала није чисто сечење, већ делимично смицање и ломљење затезног материјала под притиском сечива. Материјали веће тврдоће имају већи удео пластичног лома, што захтева веће празнине да би се постигао глатки попречни пресек. Меки алуминијум показује велику пластичну деформацију; прекомерни зазори могу изазвати истискивање материјала, љуштење и дефекте увијања.
Стандардна метода подешавања за размак сечива линије за сечење челичне траке
Тренутно, већина маинстреаммашине за сечење челичне тракена тржишту се ослањају на прецизне подлошке за постизање прецизне контроле зазора сечива. Додавањем или уклањањем подметача и чаура различитих дебљина, радијални зазор између горњег и доњег сечива осовине се прецизно контролише. Комплетан процес прилагођавања састоји се од четири основне операције:
(1) Усклађивање подметача са основним размаком
Пре формалног сечења, прво потврдите материјал и дебљину ролне, изаберите основну вредност зазора према табели параметара зазора, а затим изаберите прецизне подлошке одговарајуће дебљине које ће се саставити са обе стране осовине резача и сечива линије за резање челичне траке. Прецизно усклађена дебљина подлошке осигурава да су сечива машине за резање челичне траке равномерно захваћена, спречавајући једнострано истискивање, ломљење и увијање ивица током процеса реза. Ово значајно смањује хабање сечива и продужава радни век целог сета резача.
(2) Брушење и исправљање концентричности сечива
Ако се линија за резање челичне траке дуго користи под високим интензитетом и сечива су ударена са једне стране, концентричност сечива ће постати неуравнотежена. Чак и ако су спецификације подлошке тачне, размак сечива ће варирати током рада. Ова врста квара се не може подесити помоћу подметача. Цео сет сечива треба раставити са осовине резача машине за резање челичне траке, послати у професионалну брусилицу за поновно брушење и спољно брушење, исправљајући концентричност сечива, а затим поново инсталирати на линију за резање челичне траке пре поновног подешавања размака подлошке.
(3) Исправљање неуравнотежених осовина резача
Горње и доње осовине резача машине за сечење челичне траке су изложене ударима смицања током дужег периода, што доводи до благог савијања и неравномерног хабања површине. Током ротације осовине, размак сечива се повремено помера, што резултира неравнинама на једној страни готове траке и глатким резом на другој. Да би се ово решило, машину треба зауставити, раставити склоп осовине резача на линији за резање челичне траке, уземљити и кориговати истрошене области на телу осовине, а динамичку равнотежу осовине резача калибрисати да би се елиминисале флуктуације зазора изазване ротацијом.
(4) Стабилизација смицања са чаурама
Подлошке и сепараторне чауре су основне помоћне компоненте за подешавање зазора у машини за сечење челичне траке. Инсталирани са обе стране сваке групе ножева за сечење, могу прецизно да одвоје сечива, контролишу размак сечења у једној групи и одржавају хоризонтални паралелизам горњег и доњег сечива. Челични заптивачи и чауре високе чврстоће обезбеђују високу крутост, спречавајући стругање и судара сечива након склапања. Они такође обезбеђују уједначен размак између вишеструких ножева за сечење на осовини резача целе линије за резање челичне траке, одржавајући доследну тачност сечења на више трака.
Стандардне спецификације подешавања за параметре зазора ножева линија за сечење челичне траке
Основна референца за подешавање размака сечивамашине за сечење челичне тракеје дебљина, тврдоћа и затезна чврстоћа обрађеног материјала. Табела у наставку приказује стандардни размак за различите најчешће коришћене метале компатибилне са линијама за резање челичне траке:
|
Дебљина |
нерђајући челик |
Алуминијум |
Челик |
угљенични челик |
Силицон Стееl |
| <0,1 мм |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 мм |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 мм |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 мм |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Подешавање размака сечива на машини за сечење челичне траке је основни процес за контролу квалитета готовог производа за резање намотаја. Прецизно усклађивање вредности зазора директно утиче на ефикасност производње, хабање алата и стопу квалификације готовог производа линије за сечење челичне траке. Током свакодневног рада машине за резање челичне траке, оператери морају запамтити параметре зазора који одговарају материјалу и дебљини, користити прецизне подлошке за правилно подешавање и редовно прегледати сечива и осовину резача како би смањили грешке у производњи као што су неравнине, струготине и одступања у димензијама.
За више информација олинија за резање челичне тракепуштање у рад, избор алата, савети за обраду калема или да бисте прилагодили потпуно аутоматске машине за резање челичне траке погодне за нерђајући челик, угљенични челик и алуминијум, контактирајте директно КИНГРЕАЛ СТЕЕЛ СЛИТТЕР!