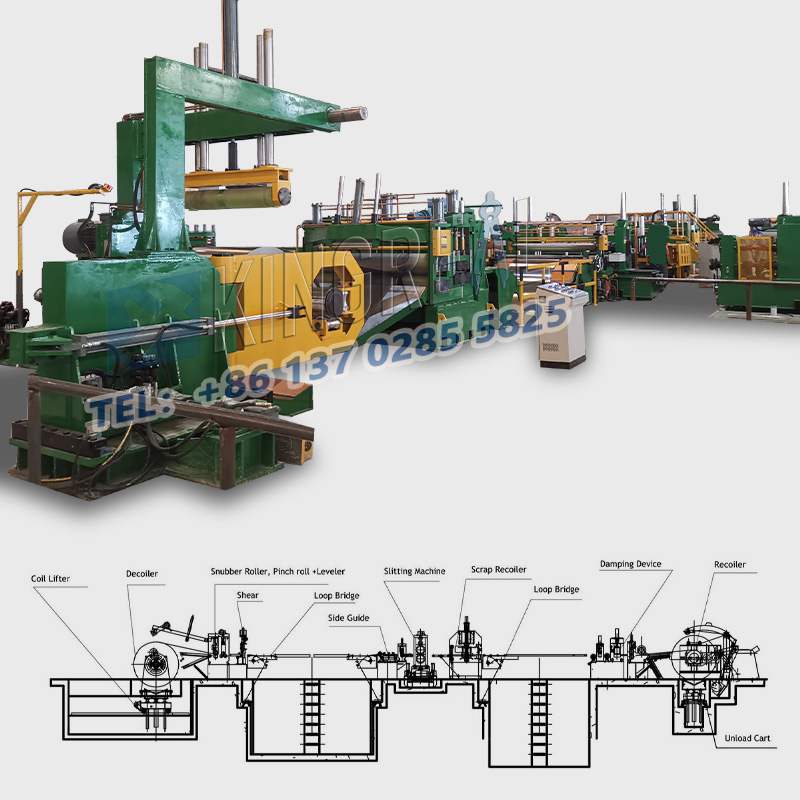
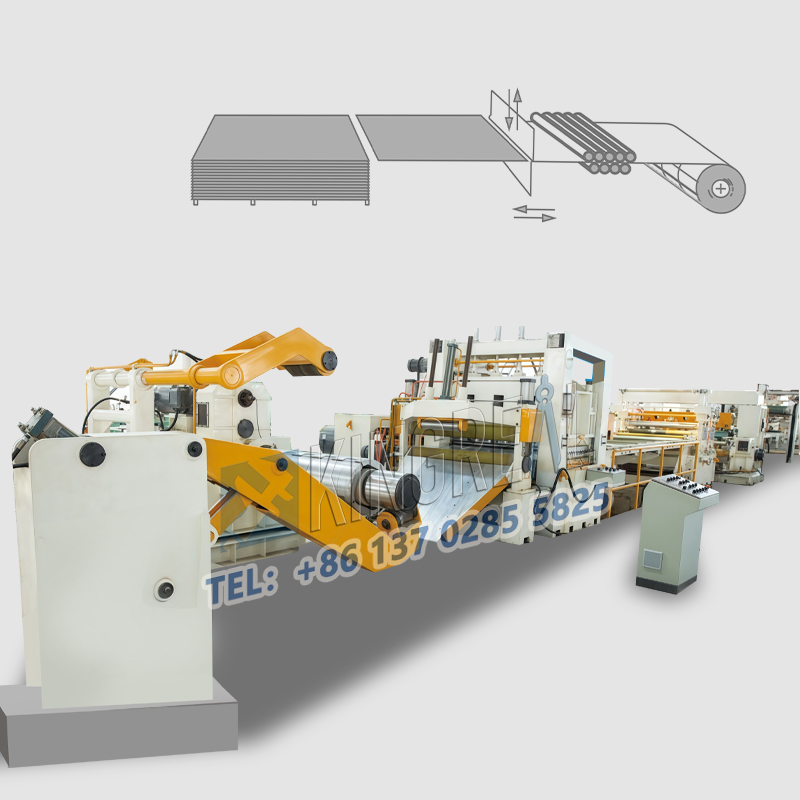
Линије за резање челичних калемоваобављају операције као што су одмотавање, сечење и премотавање широких ролни материјала да би се добиле уске траке са високом прецизношћу и без ивица. Међутим, током рада машине за резање челичних калемова могу се појавити неке абнормалне појаве, укључујући ненормалан облик намотаја и деформацију обраде лима. Овај чланак од КИНГРЕАЛ СТЕЕЛ СЛИТТЕР ће пружити детаљно објашњење како да се реше уобичајени проблеми у линијама за резање челичних котура како би се обезбедио ефикасан рад.
1. Софт Цоил
-Феномен: Због лабавости, челични калем развија мекани калем овалног облика када се скине са осовине машине за премотавање.
-Решење: Уверите се да је довољна напетост на почетку намотаја, а затим полако смањите притисак како запремина завојнице расте. Правилно подешавање напетости може ефикасно спречити појаву меких намотаја.
2. Неравномерно намотавање
-Феномен: Челични калем показује телескопски облик узрокован неправилним намотавањем.
- Узроци и решења:
А. Недовољна напетост: Ако је почетна напетост ниска, током завршне обраде ће сигурно доћи до неусклађености. Почевши од намотавања, саветује се подизање напетости; прогресивно га смањивати како запремина намотаја расте.
Б. Неуравнотежена напетост: Лош угао сечења или неусклађеност вођице могу довести до неправилних дужина на свакој страни. Уверите се да је машина за премотавање правилно поравната како бисте минимизирали могућност варијација напетости; проверите његова подешавања.
Ц. Лош положај унутрашњег захватања стезаљке: Недоследан захват изазива промене напетости; положај сепаратора треба поново подесити да би се обезбедила конзистентност.
Д. Челична трака која се љуља лево и десно у петљи: Коришћење меких материјала као што је филц за притискање може ефикасно спречити љуљање.
Е. Заустављање производне линије: Приликом поновног покретања након заустављања, треба обратити пажњу на опоравак напетости како би се одржао стабилан притисак намотаја.
Ф. Неправилна поставка ширине сепаратора: Уверите се да је ширина сепаратора подешена на одговарајући начин, углавном ширина готовог производа плус дебљина плоче.
3. Свод унутрашњег пречника
-Феномен: Током процеса намотавања, челични калем изненада показује лук унутрашњег пречника када се уклони са машине за премотавање.
-Узрок: Ово је обично повезано са прекомерном напетошћу намотаја, посебно када се обрађују дебеле плоче.
-Решење: Подесите притисак и обезбедите равномерно затезање како бисте избегли савијање унутрашњег пречника.
1. Савијање попут змије (српско савијање)
-Феномен: Смицање узрокује да се челични калем савија у правцу ширине.
- Узроци и противмере:
А. Проблеми са сировинама: Заостали напон у матичном намотају се ослобађа након смицања. Препоручљиво је извршити третман за ублажавање напрезања током обраде материјала.
Б. Проблеми са неравнинама: Неравнине узрокују неуједначену дебљину ивица. Одржавајте оштре алате током обраде да бисте избегли неравнине.
Ц. Неравномерни зазор сечива: Обезбедите равномеран размак између сечива да бисте избегли разлике у истезању узроковане претерано великим или малим празнинама у одређеним областима.
Д. Једнострано затезање повратног механизма: Одржавајте уједначену укупну напетост и подесите сепараторе и затезне плоче како бисте осигурали конзистентност.
Е. Превише затегнуте бочне вођице: Подесите бочне вођице на одговарајући начин током сечења да бисте избегли претерано затезање.
2. Едге Вавес
-Феномен: Ивице челичне траке се деформишу услед истезања.
- Узроци и противмере:
А. Ивични таласи изазвани неравнинама: Појачајте праћење ивица и одмах рукујте њима.
Б. Превелики притисак мерног ваљка: Подесите параметре притиска ваљка да бисте спречили претерано истезање.
Ц. Бочно хабање алата за сечење: Да бисте гарантовали квалитет сечења, често проверавајте стање резног алата.
Д. Висинска разлика у бочним вођицама: Редовно проверавајте висину алата за сечење да бисте обезбедили конзистентност.
Е. Истрошеност скретног ваљка пре повратника: Редовно мерите истрошеност предњег ваљка да бисте обезбедили уједначену напетост.
3. Набори на струку
-Феномен: Појављују се набори у правцу ширине челичне плоче.
- Узроци и противмере:
А. Набори узроковани ножем за сечење: Подесите величину гумених прстенова да бисте спречили да их алат за сечење захвати.
Б. Проблеми са обликом сировог материјала: Користите машину за нивелисање са три ваљка и извршите проверу квалитета пре корака сечења.
Ц. Проблеми са бубњем који се шири и скупља: Обезбедите добар контакт између челичне траке и бубња током процеса ширења и скупљања како бисте избегли неравнине.
4. Ознаке намотаја
-Феномен: Неравнина површине бубња који се шири и скупља утиче на квалитет намотаја.
-Противмере: Редовно проверавајте површину бубња за ширење и скупљање и одмах га поново подесите или замените.
5. Боре
-Феномен: На површини челичне плоче појављују се боре.
- Узроци и решења:
А. Проблеми са папиром за облагање: Осигурајте квалитет папира за подлогу и избегавајте преклапање и гужвање.
Б. Проблеми са гуменим прстеновима: Редовно проверавајте стање гумених прстенова да бисте били сигурни да нису лабави.
Ц. Неправилно подешавање затезања: Ојачајте подешавање затезне плоче како бисте спречили наборе.
Приликом решавања проблемалинија за резање челичног котуракварова, треба усвојити систематски приступ. Обично се могу пратити следећи кораци:
-Снимање података: Снимите радно окружење, време и подесите параметре када дође до квара.
-Инспекција на лицу места: Извршите визуелну инспекцију да бисте уочили радни статус машине за резање челичних котура.
-Комуницирајте са оператером: Питајте оператера о радним корацима пре него што је дошло до квара.
-Решавање проблема корак по корак: Проверите потенцијалне проблеме један по један према горњој класификацији грешака.
-Употреба алата: Користите неопходне алате и инструменте за мерење и подешавање.
КИНГРЕАЛ СТЕЕЛ СЛИТТЕР се нада да ћете кроз овај чланак ефикасно решити различите проблеме у радулинија за резање челичног котураи обезбедити стабилну и континуирану производњу. Редовно одржавање и стручна обука су такође важне мере за спречавање кварова.