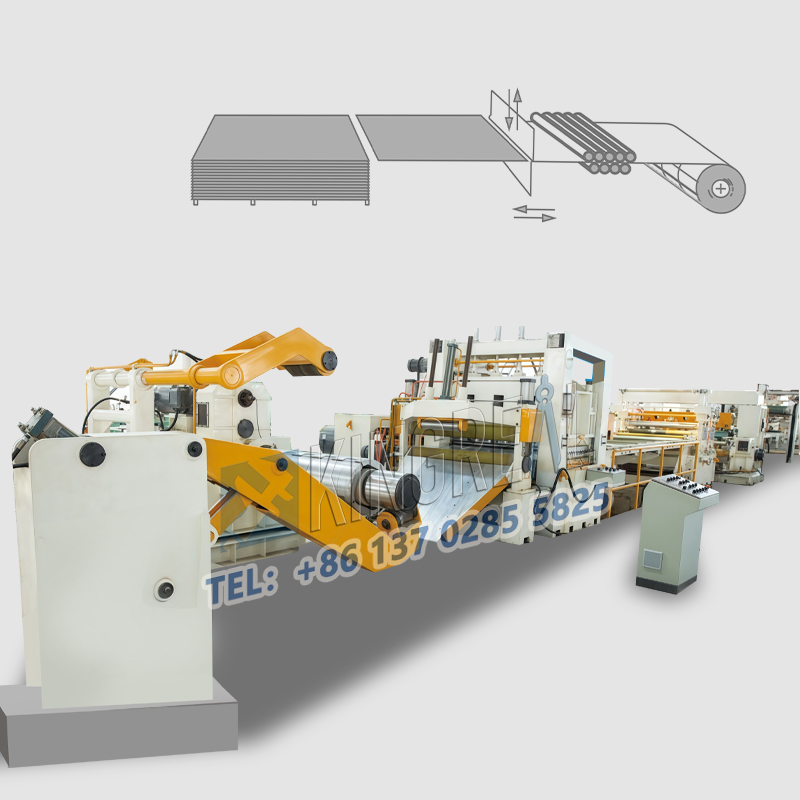
Машина за сечење челикаје машина која се користи за сечење широких металних котура (као што су челик, алуминијум, бакар, итд.) у више уских трака дуж уздужног правца. Ове уске траке се могу користити у различитим производним и машинским процесима, као што су производња делова за аутомобиле, производња електричних уређаја, грађевинских материјала, итд. Машине за сечење метала постижу прецизне операције сечења кроз низ ножева за сечење и помоћних уређаја.

Компоненте амашина за резање метала
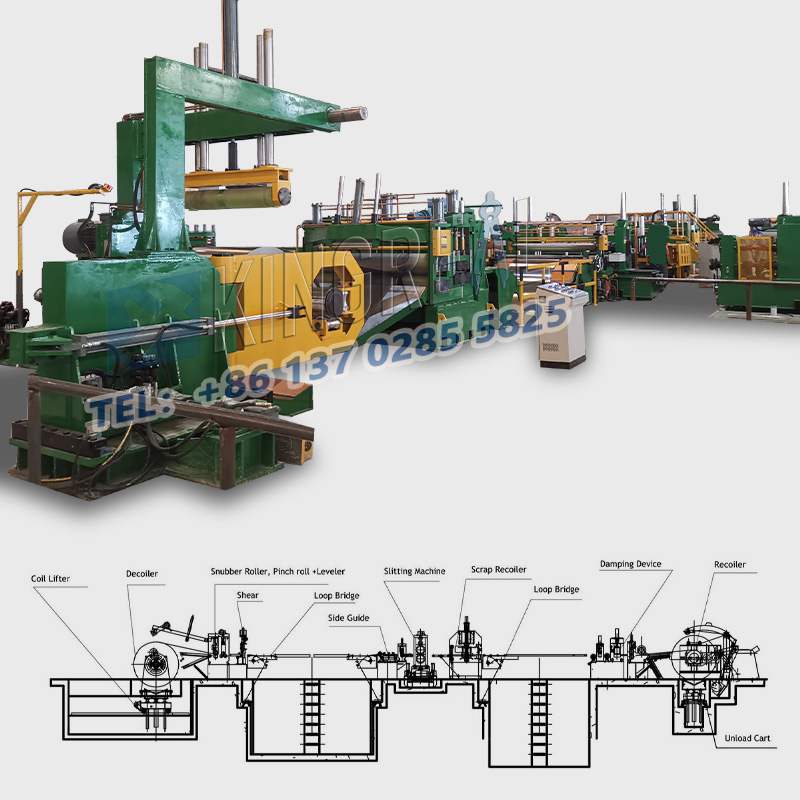
Уређај за одмотавање: Одмотава и транспортује широки метални котур до улаза машине за сечење.
Уређај за вођење: осигурава да материјал остане стабилан и у исправном положају током процеса сечења.
Систем за сечење: састоји се од бројних диск ножева који секу метални калем у низ уских трака према унапред подешеној ширини.
Уређај за намотавање: премотава исечене уске траке у намотаје за накнадну обраду и транспорт.
Систем контроле напетости: Обезбеђује да материјал одржава одговарајућу напетост током процеса сечења како би се спречило цурење материјала или набирање.
Систем за руковање ивичним материјалом: Рукује ивичним материјалом који настаје током процеса сечења, обично кроз систем равнања и сакупљања. Уређај за одмотавање: Одмотава и транспортује широке металне колуте до улаза машине за сечење.
Уређај за вођење: осигурава да материјал остане стабилан и у исправном положају током процеса сечења.
Систем за сечење: састоји се од бројних диск ножева који секу метални калем у низ уских трака према унапред подешеној ширини.
Уређај за намотавање: премотава исечене уске траке у намотаје за накнадну обраду и транспорт.
Систем контроле напетости: Обезбеђује да материјал одржава одговарајућу напетост током процеса сечења како би се спречило цурење материјала или набирање.
Систем за руковање ивичним материјалом: Рукује ивичним материјалом који настаје током процеса сечења, обично кроз систем равнања и сакупљања.

Производна линија машина за резање метала може наићи на различите проблеме током рада. Ево неких уобичајених проблема и њихових решења:
1. Неуједначена резна ивица
Разлог: хабање алата, неправилна уградња алата, неуједначена дебљина материјала.
Решење: Редовно проверавајте и мењајте ножеве, уверите се да су ножеви правилно постављени, изаберите прави размак ножа и уверите се да је дебљина материјала уједначена.
2. Одступање материјала током процеса сечења
Разлог: Отказивање уређаја за вођење материјала, неуједначена напетост материјала, проблем самог намотаја.
Решење: Проверите уређај за вођење и подесите га, подесите затегнутост материјала да бисте били сигурни да је ролна материјала чврста и уједначена.
3. Недоследна величина сечења
Разлог: неправилна уградња алата за сечење, недостатак прецизности опреме.
Решење: Калибришите алат за сечење и редовно одржавајте опрему како бисте осигурали прецизност опреме.
4. Површинске огреботине
Разлог: Недовољна оштрина алата, нечистоће на површини материјала.
Решење: Држите алат оштрим, очистите површину материјала и окружење производне линије да бисте избегли нечистоће.
5. Вибрације опреме су превелике
Разлог: неуравнотеженост алата, хабање лежајева, инсталација опреме није чврста.
Решење: Проверите и избалансирајте алате, редовно мењајте лежајеве и уверите се да је опрема чврсто постављена.
6. Производна линија се често зауставља
Разлог: квар опреме, материјални проблеми, неквалификовани оператери.
Решење: Редовно одржавање опреме, побољшање квалитета материјала, јачање обуке оператера.
7. Ломљење материјала
Разлог: напетост материјала је превелика, проблеми са квалитетом материјала.
Решење: Подесите напетост материјала, изаберите поуздане добављаче материјала.